















TheSettingsforApproximateRevolutionsPer
MinuteRotaryTooiVariableSpeedModel
572610530
SwitchSetting Speed Range
1 4,500- 8,000 RPM
2 9,000-11,000 RPM
3 12,000- t7,000 RPM
4 18,000 - 24,000 RPM
5 25,000 - 30,000 RPM
NOTE: Speed is affected by voltage
changes. A reduced incoming voltage will
slow the RPM of the toot, especially at the
lowest setting, If your tool appears to be
running slowly increase the speed setting
accordingly°
The point to remember is this:You can do the
great majorily of work with the single speed at
its regular speed of 28,000 RPM But for
certain materials and types of work, you need
slower speeds -- which is the reason the
variable speed models were developed
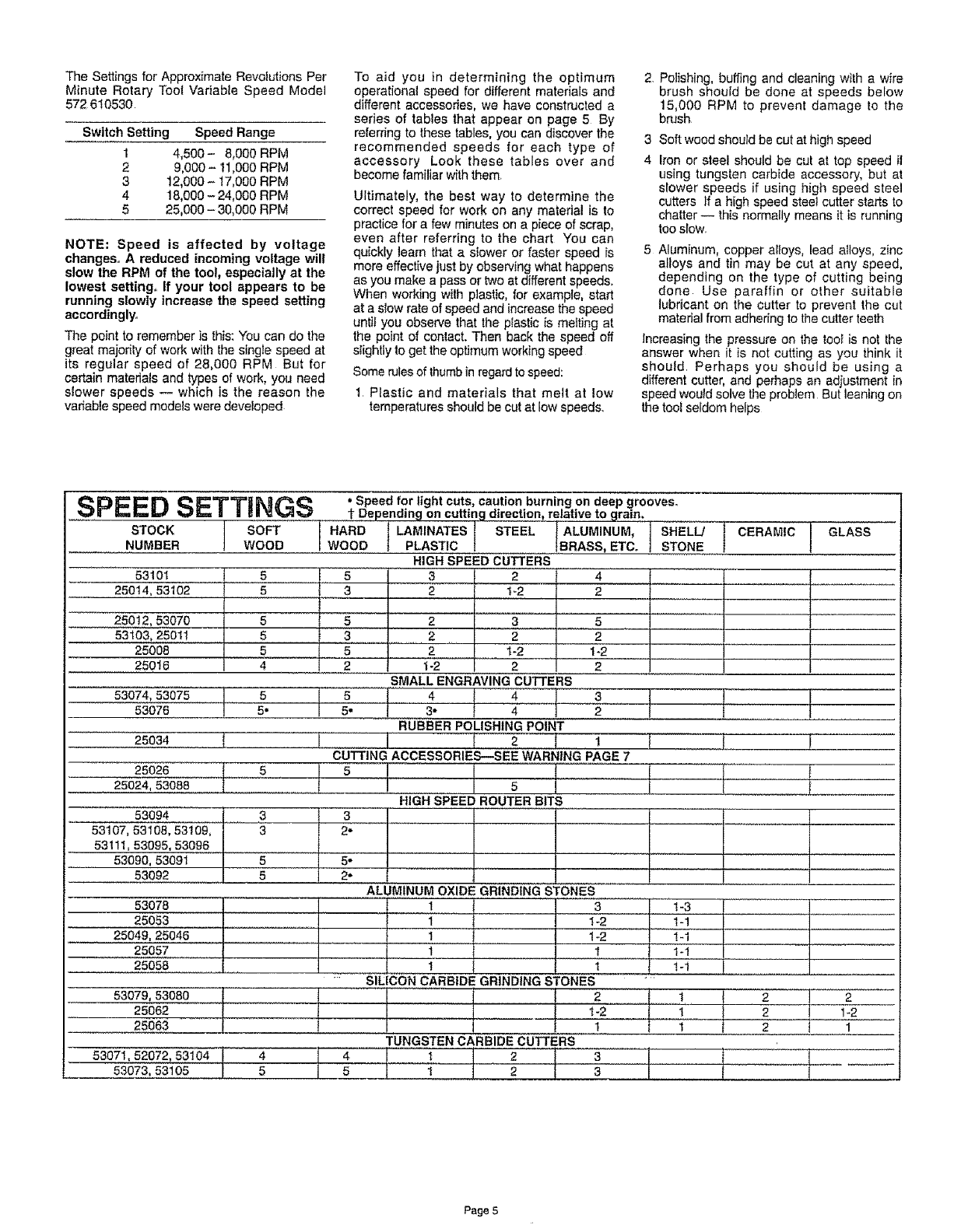
To aid you in determining the optimum
operational speed for different materials and
different accessories, we have constructed a
series of tables that appear on page 5 By
referring to these tables, you can discover the
recommended speeds for each type of
accessory Look these tables over and
become familiar with them.
Ultimately, the best way to determine the
correct speed for work on any matedal is to
practice for a few minutes on a piece of scrap,
even after referring to the chart You can
quickly learn that a slower or faster speed is
more effectivejust by observing what happens
as you make a pass or two at different speeds.
When working wilh plastic, for example, start
at aslow rate of speed and increase the speed
untit you observe that the plastic is melting at
the point of contact. Then back the speed off
slightly toget the optimum workingspeed
Some rulesof thumbin regardtospeed:
1 Plastic and materials that melt at low
temperatures should be cutat low speeds.
2, Polishing, buffing and cleaning with a wire
brush should be done at speeds below
15,000 RPM to prevent damage to the
brush
3 Soft wood shoutd be cut at high speed
4 iron or steel should be cut at top speed il
using tungsten carbide accessory, but at
slower speeds if using high speed steel
cutters If a high speed steel cutter starts to
chatter -- this normally means it is running
too slow
5 Aluminum, copper aIfoys, lead alloys, zinc
alloys and tin may be cut at any speed,
depending on the type of cutting being
done Use paraffin or other suitable
lubricant on the cutter to prevent the cut
material from adhering to thecutter teeth
Increasing the pressure on the too_is not the
answer when it is not cutting as you think it
should Perhaps you should be using a
different cutter, and perhapsan adjustment in
speed would solve the problem But leaning on
the tool seldom helps
SPEED SETTINGS .Spee,
,t Dope
STOCK I SOFT HARD
NUMBER J WOOD WOOD
53101
...... 25014,53102
25012,53070
I 53103,25011
...............................2501625008
6
5
5
6
5
4
53074,53075 } 5
53075 5•
5
Ifor light cuts, caution burning on deep grooves.
_din 9 on cutting direction, relative to £1rain.
LAMINATES1STEELpLASTIC ALUMINUM' ] SHELL] l CERAMIC 1GLASSBRASSETC. STONE
25034 [
25026 I 5 l
25024, 53088
53094
53107,53108,53!09,
53111,53095,53096
53090,53091
53092
53078 [
25053
25049,25046
25057 ,,
25058
53079,530802506325062I
63071,52072,53104 I
53073,53105
]
J
J
HIGH SPEED CUTTERS
3 2
2 .............................I:2 .
5 2 3 5
3 .............. 2 2 2
5 2 ............................1-2 1-2
2 1-2 2 2
SMALLENGRAWNGCUTTERS
5 4 f 4 i 3
5, 3" I 4 2
RUBBER POLISHING POINT
I I 2 I, 1
CUTTING ACCESSORIES--SEE WARNtNG PAGE 7
5 6 i
HIGHSPEEDROUTERBITS
2"
5,
ALUMINUM OXIDE GRINDING STONES
1 j 3
: i 1-2
1 1 1-2
t t 1
1 t I
SILICON CARBIDE GRINDING STONES
1 I
I-2
1
TUNGSTEN CARBIDE CUTTERS
5 1 2 I 3
J
t
1-3
1-1
!-1
1-1
! 1-1
1
I t
t
L
I
J
i
I
b
f
2
2
2
]
]
1-2
t 1
J
Page 5