



















G5963 Surface Grinder -13-
Wheel Mounting
Before mounting any wheel, check it for integrity
by performing a “ring check”. Balance the wheel
on one finger, then lightly tap the rim of the wheel
with a piece of wood such as the handle of a
hammer. The wheel should have a ringing or har-
monic type of sound. If it responds with a dull
thud it may indicate that the wheel has cracks. Do
not use a wheel which is suspected of having
cracks, or if there are visual chips, nicks or dents
in the wheel surface. These discontinuities can
lead to wheel failure where the wheel flies apart
at operating speed. Always be sure to use a
wheel which is rated for operating at speeds of
3450 RPM.
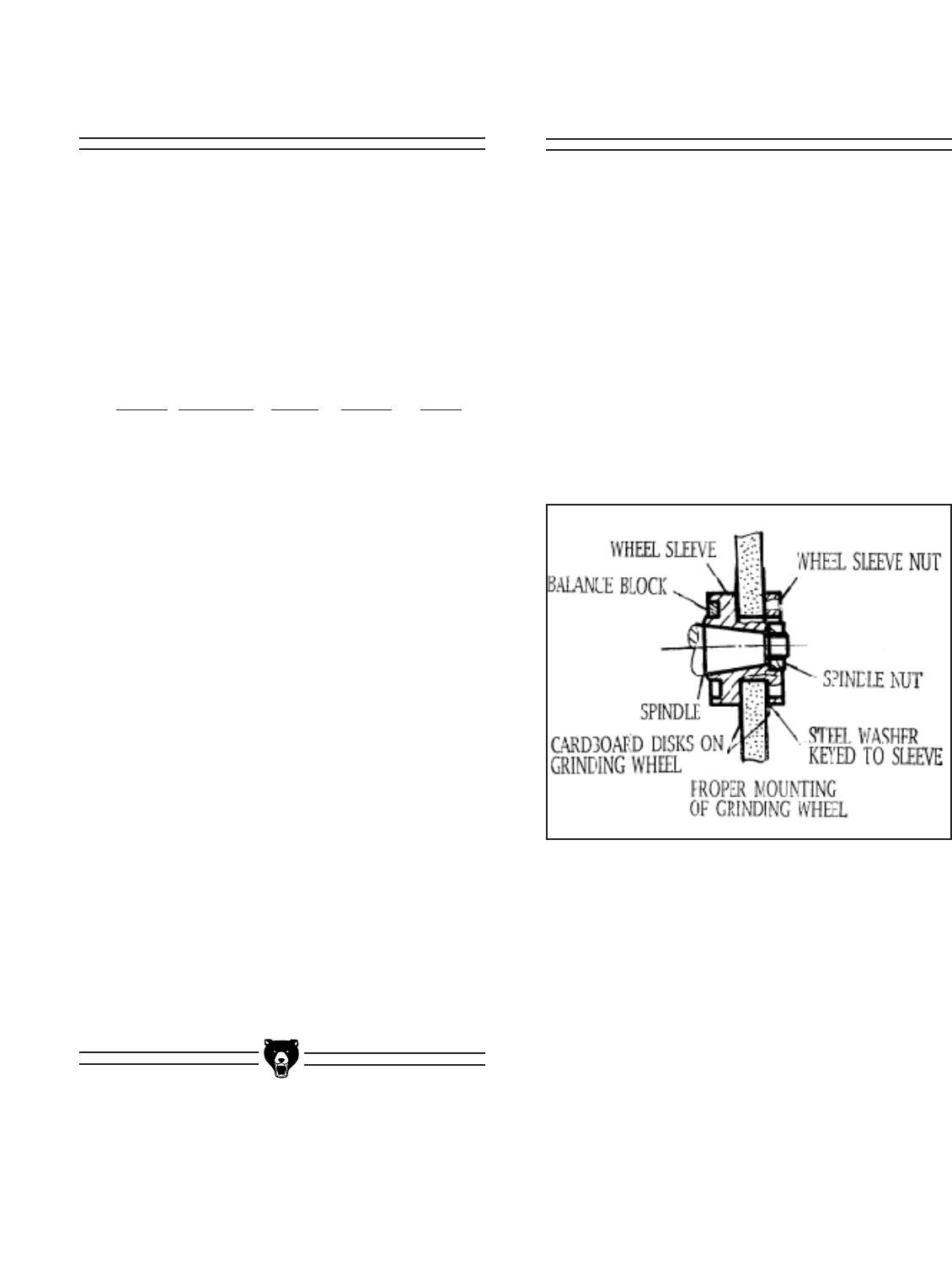
Figure 6. Cross-section of wheel assembly.
To mount the wheel (Refer to Figure 6):
1. Remove the wheel guard by unscrewing
the three cap screws holding the cover in
place.
2. With the Pin Wrench engaged in the two
holes on the face of the Wheel Sleeve Nut,
hold the spindle in position. Use the
Adjustable Wrench on the Spindle Nut and
loosen, keeping in mind that this is a left-
hand thread.
3. If the wheel does not pull easily off of the
taper, tap the end of the spindle lightly with
a wooden or rubber mallet to loosen the
wheel. Slide the wheel off of the taper.
Aluminum oxide and silicon carbide wheels are
marked in a somewhat uniform manner by all the
major manufacturers. Understanding these mark-
ings will help you understand the capabilities of
various wheels. Always refer to the manufactur-
er’s grinding recommendations when selecting a
wheel for your project.
The basic format for wheel numbering is:
Prefix Abrasive Grit Grade Bond
Type Size Type
36 A 60 L V
The most common abrasive types used are A for
Aluminum Oxide and C for Silicon Carbide, and
occasionally SG for seeded gel. The prefix is the
manufacturer’s designation for a particular type.
The grit size is a number referring to the size of
the abrasive grain in the wheel. The lower the
number the coarser the wheel - 10 is a very
coarse wheel for roughing and 220 is usually the
upper range for fine finish work.
Grade is an indication of the hardness of the
wheel, with A being softest to Z the hardest.
Bond Type refers to the type of bonding material
used to hold the abrasive material. Most general
purpose wheels will have a V indicating Vitrified
clay is used, providing a high strength and good
porosity. The other most common is B for resin
where synthetic resins are used. These are used
to grind cemented carbide and ceramic materials
There may be other numbers inserted which
have meaning for a particular type of wheel.
Refer to the manufacturer’s technical data for a
complete explanation.
Wheel Selection