



















"(-"
BdYZa<)%%%B[\#H^cXZ-$%.
Note: These instructions are only valid for non-
threading operations. To configure the feed rate
for threading, refer to the Threading subsection
on Page 40.
To engage the power feed for non-threading
operations:
1. 9>H8DCC:8IA6I=:;GDBEDL:G
2. :mVb^cZi]Z[ZZYgViZX]Vgi^cFigure 55id
YZiZgb^cZ i]Z cZXZhhVgn Xdc[^\jgVi^dch [dg
i]ZX]Vc\Z\ZVghVcY[ZZYgViZaZkZg#
Note: The feed rate chart is also displayed on
the front of the headstock.
a. ;^cYi]ZYZh^gZY[ZZYgViZdci]ZWdiidb
gdld[i]ZX]VgiaVWZaZYFeed#
b. HZii]Z[ZZYgViZaZkZgVhY^gZXiZYWni]Z
cjbWZgVii]Zided[i]ViXdajbcdci]Z
a^cZ aVWZaZY Lever gZ[Zg id Feed Rate
LeverdcPage 35 [dg YZiV^aZY ^chigjX"
i^dch#
Power Feed
(Non-Threading)
EdlZg [ZZY dc i]Z BdYZa <)%%% h^beaZ bZVch
jh^c\ i]Z bVX]^cZ"Yg^kZc XdbedcZcih id bdkZ
i]Z XVgg^V\Z aZ[i dg g^\]i Vadc\ i]Z ldg`e^ZXZ
gVi]Zgi]VcbVcjVaangdiVi^c\i]Z]VcYl]ZZa#
I]ZedlZgZYheZZYVil]^X]i]ZXVgg^V\ZigVkZah
^h hZi l^i] i]Z [ZZY gViZ aZkZg VcY i]Z X]Vc\Z
\ZVgh!Wji^i ^hVahdYZeZcYZcijedci]Z he^cYaZ
heZZY#
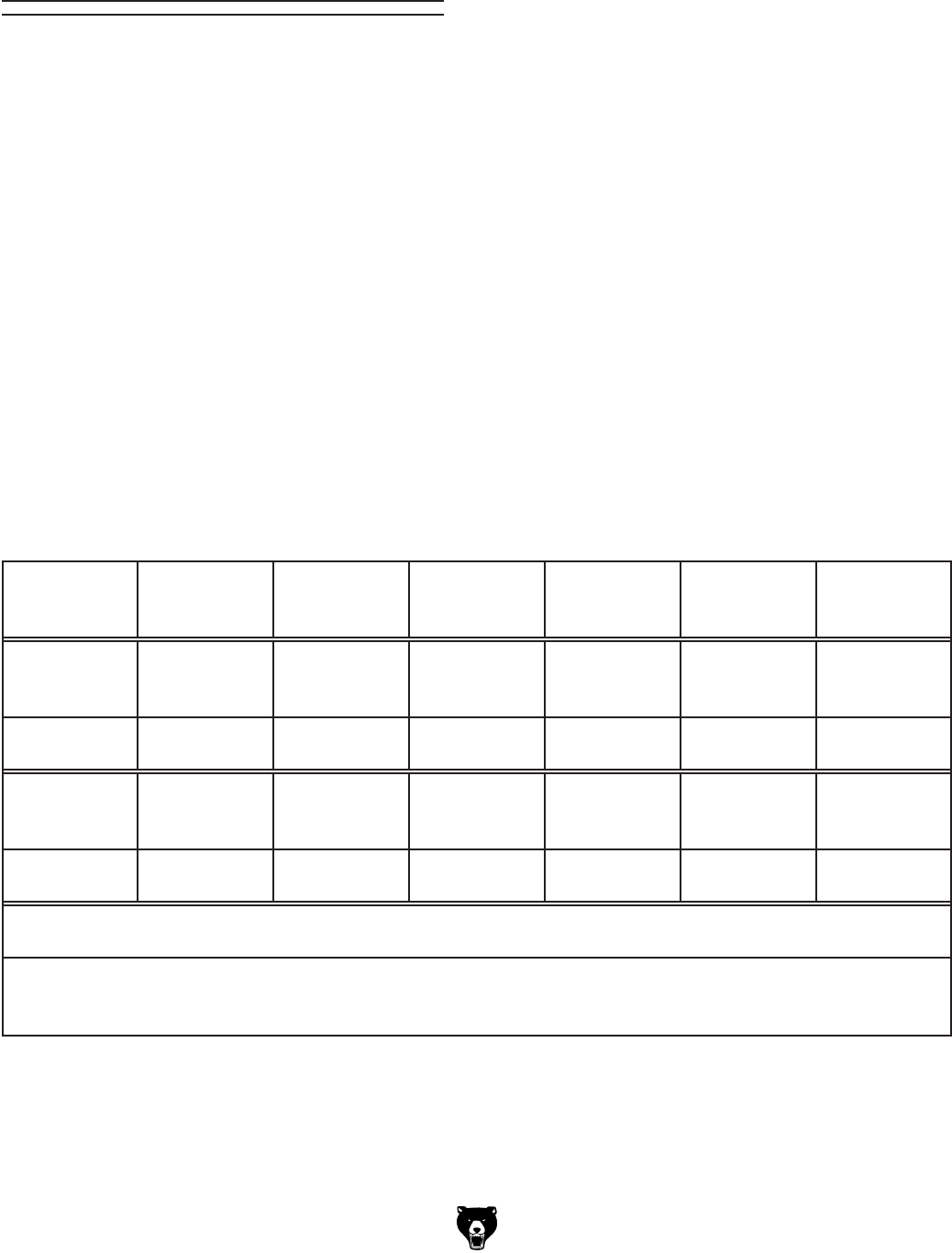
I]ZXdggZXiedlZgZY[ZZYgViZd[i]ZXVgg^V\ZVcY
i]Zhe^cYaZheZZY^hYZiZgb^cZYWni]ZbViZg^Vaid
WZbVX]^cZY!i]ZineZd[idda^c\jhZY!VcYWni]Z
YZh^gZY[^c^h]#GZ[Zgidi]ZiVWaZ^cFigure 53dg
i]ZMachinery's Handbook [dg\j^YZa^cZh#
Note: This chart provides the cutting speed for a
given feed rate. You must use the cutting speed
with the formula on Page 33 to calculate the cor-
rect spindle speed (RPM) for the chosen feed
rate.
Low Carbon
Steel
High Carbon
Annealed
Steel
Normalized
Allow Steel
Aluminum
Alloys
Cast Iron Bronze
Rough
Cutting
Speed SFM
.% *% )* '%% ,% &%%
Rough Feed
Rate IPR
%#%&%id
%#%'%
%#%&%id
%#%'%
%#%&%id
%#%'%
%#%&*id
%#%(%
%#%&%id
%#%'%
%#%&%id
%#%'%
Finish
Cutting
Speed SFM
&'% +* +% (%% -% &(%
Finish Feed
Rate IPR
%#%%(id
%#%%*
%#%%(id
%#%%*
%#%%(id
%#%%*
%#%%*id
%#%&%
%#%%(id
%#%&%
%#%%(id
%#%&%
SFM2Hjg[VXZ;ZZieZgB^cjiZ
IPR2>cX]ZheZgGZkdaji^dc
Note: These values are for HSS cutting tools. For carbide cutting tools, double the cutting speed. These
values still may need slight adjustment depending on the cutting tool rake and relief angles. Refer to the
MACHINERY'S HANDBOOK for more detailed information.
Figure 53.=HHXjii^c\heZZYVcY[ZZYgViZiVWaZ#