


















OM-192 440 Page 17
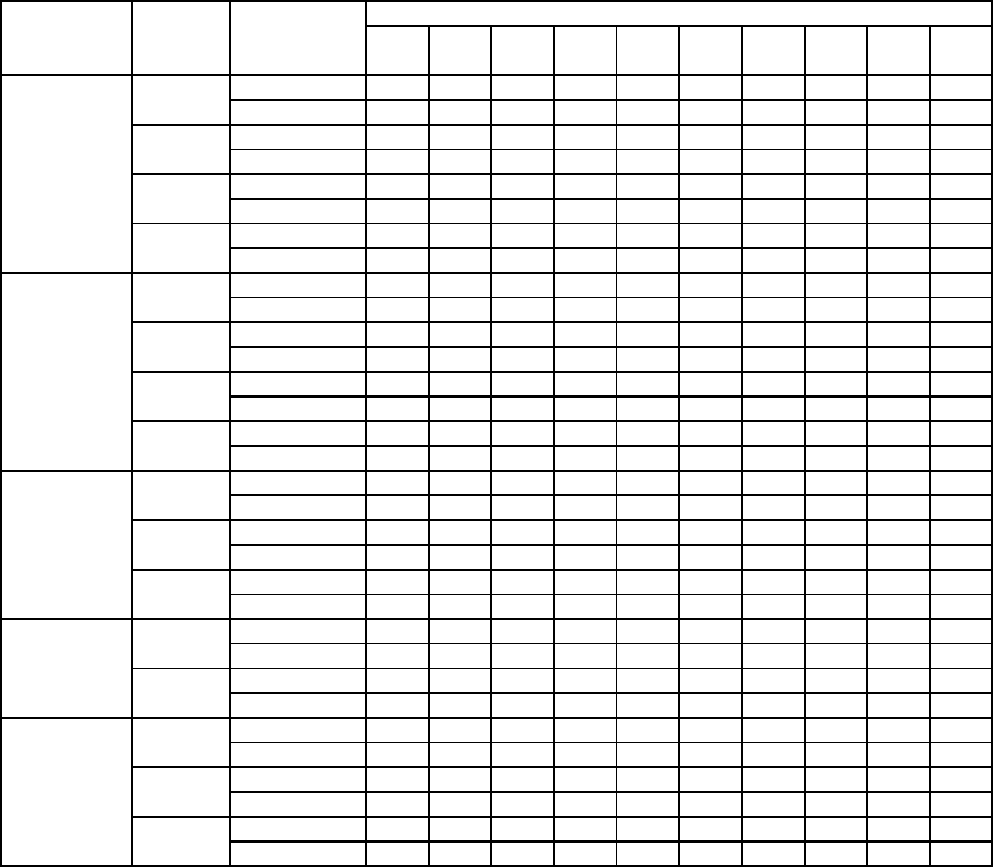
3-2. Weld Parameters
WIRE TYPE WIRE MACHINE MATERIAL THICKNESS
GAS SIZE SETTINGS* 3/8 5/16 1/4 3/16 12GA 14GA 16GA 18GA 20GA 22GA
FLOW RATE
.023” VOLTAGE – – 6 5 4 3 3 2 2 1
0.6MM WIRESPEED – – 100 85 75 60 50 36 30 15
E70S–6 .030” VOLTAGE 5 5 4 4 3 3 2 2 2 1
CO2 0.8MM WIRESPEED 66 65 58 50 45 36 22 16 8 0
20CFH .035” VOLTAGE 7 6 5 5 4 3 3 2 2 1
0.9MM WIRESPEED 70 65 56 50 44 30 20 10 0 0
.045” VOLTAGE 7 6 5 4 4 3 3 2 – –
1.2MM WIRESPEED 60 50 40 36 34 30 25 20 – –
.023” VOLTAGE – – 5 4 3 3 2 2 1 1
0.6MM WIRESPEED – – 100 85 75 70 50 40 28 22
E–70S–6 .030” VOLTAGE 7 6 5 4 3 2 2 1 1 1
75% AR 0.8MM WIRESPEED 100 85 76 70 60 46 36 22 10 8
25% CO2 .035” VOLTAGE 7 6 4 4 3 2 2 1 1 1
20CFH 0.9MM WIRESPEED 82 70 60 55 48 40 26 10 0 0
.045” VOLTAGE 7 6 4 4 3 3 2 2 – –
1.2MM WIRESPEED 60 55 50 45 46 40 30 22 – –
030” VOLTAGE – 5 5 4 2 2 1 1 – –
0.8MM WIRESPEED – 50 58 50 30 20 10 0 – –
E71T–GS .035” VOLTAGE 6 5 4 3 2 2 1 1 – –
FLUXCORE 0.9MM WIRESPEED 50 40 38 30 20 10 0 0 – –
.045” VOLTAGE 5 5 4 3 2 2 – – – –
1.2MM WIRESPEED 46 40 30 20 0 0 – – – –
E71T–GS .035” VOLTAGE 7 7 7 6 5 3 – – – –
FLUXCORE 0.9MM WIRESPEED 80 78 72 68 60 55 – – – –
75AR/25CO2 .045” VOLTAGE 7 7 7 6 5 4 – – – –
20CFH 1.2MM WIRESPEED 70 65 60 50 42 36 – – – –
ER308L .023” VOLTAGE – – – 5 4 3 3 2 – –
STAINLESS 0.6MM WIRESPEED – – – 100 80 60 52 22 – –
90% HE .030” VOLTAGE – – 6 5 4 3 3 2 – –
7.5% AR 0.8MM WIRESPEED – – 90 72 60 38 30 18 – –
2.5% CO2 .035” VOLTAGE 7 6 5 4 4 3 2 2 – –
20CFH 0.9MM WIRESPEED 75 70 70 64 62 35 20 14 – –
*Do not change Voltage switch position while welding. Wire Speed is a starting value only, and can be adjusted while welding. Weld conditions also
depend on other variables such as stickout, travel speed, weld angle, cleanliness of metal, etc.