


















OM-277 Page 21
SECTION 4 – OPERATION
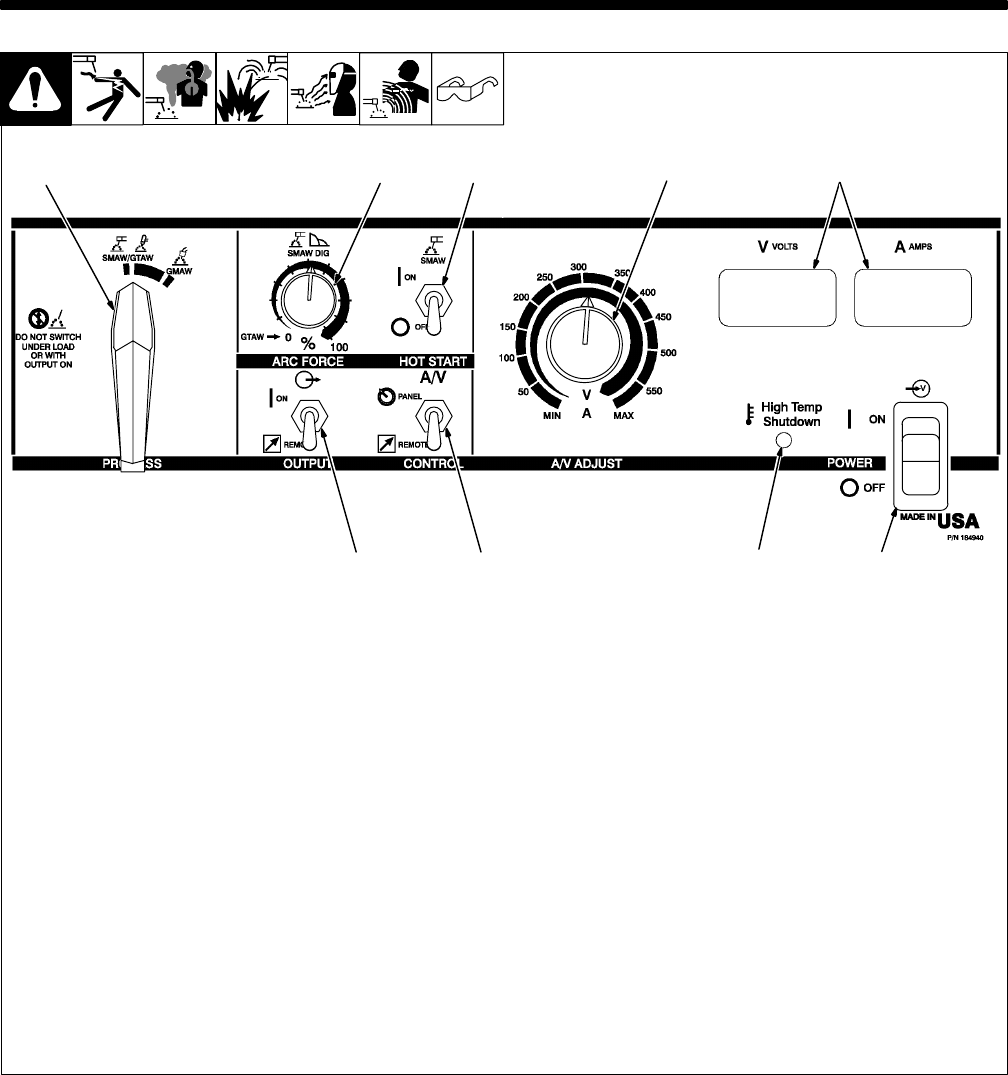
4-1. Controls (Non CE Models)
Ref. ST-184 940
1 Process Selector Switch
2 Arc Force (Dig) Control
Control increases SMAW short-circuit amper-
age which allows the operator to use a very
short arc length without sticking the electrode.
Set control at 0 for normal welding amperage.
Turn clockwise to increase short-circuit
amperage.
3 Hot Start Switch
Turn switch On for SMAW, SAW, and CAC-A.
Turn Off for GTAW welding.
When set in On position, higher short-circuit
amperage helps arc starting. After arc starts,
the Amperage/Voltage control setting deter-
mines weld amperage.
4 Amperage/Voltage Adjustment Control
When Process Selector switch is in the
SMAW/GTAW position, turn control clockwise
to increase amperage. Read amperage from
outer scale of control. When Process Selector
switch is in the GMAW position, turn control
clockwise to increase voltage. Voltmeter value
changes as control knob is turned. Control can
be adjusted while welding.
5 Digital Meters
With Process Selector switch in the SMAW/
GTAW position, digital meters will read 0 (zero)
with contactor off. Digital meters will display
actual output voltage and amperage with con-
tactor on.
With Process Selector switch in the GMAW
position, voltmeter displays preset voltage
with contactor off. Voltmeter and ammeter dis-
play actual output voltage and amperage with
contactor on.
6 Power Switch With Indicator Light
7 High Temperature Shutdown Light
8 Remote Amperage/Voltage Control
Switch
For front panel control, place switch in Panel
position. For remote control, place switch in
Remote position, and connect remote device
(see Section 3-10).
9 Output Switch (Contactor)
For front panel control of output, place switch
in Panel position. For remote control of output,
place switch in Remote position, and connect
remote device (see Section 3-10).
Y Weld output studs are energized only
when Output switch is in On position,
or while welding.
Y Turn Off power before connecting to
remote device.
689 7
450 Amp Model Shown
45231