

















OM-949 Page 24
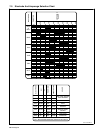
7-9. Lap Joints
S-0063 / S-0064
1 Electrode
2 Single-Layer Fillet Weld
Move electrode in circular motion.
3 Multi-Layer Fillet Weld
Weld a second layer when a larger
fillet is needed. Remove slag before
making another weld pass. Weld
both sides of joint for maximum
strength.
30° Or Less
Single-Layer Fillet Weld
Multi-Layer Fillet Weld
30° Or Less
11
2 3
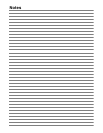
7-10. Tee Joints
S-0069 / S-0058-A / S-0061
1 Electrode
2 Fillet Weld
Keep arc short and move at definite
rate of speed. Hold electrode as
shown to provide fusion into the
corner. Square edge of the weld
surface.
For maximum strength weld both
sides of upright section.
3 Multi-Layer Deposits
Weld a second layer or more when
a larger fillet is needed. Use any of
the weaving patterns shown in Sec-
tion 7-7. Remove slag before mak-
ing another weld pass.
45°
Or Less
1
2
2
1
3
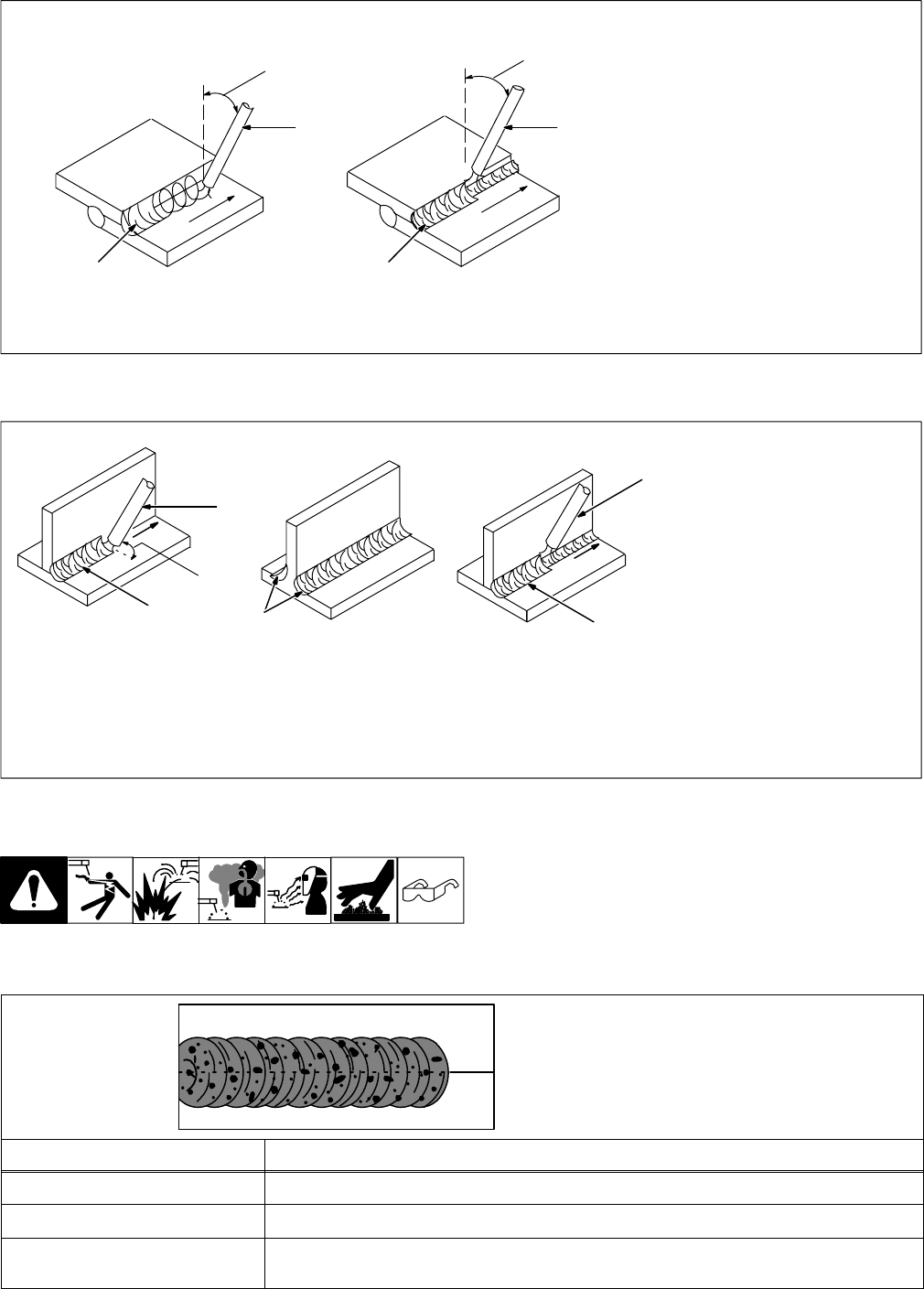
7-11. Welding Troubleshooting
Table 6-1. Porosity
Porosity − small cavities or holes resulting
from gas pockets in weld metal.
Possible Causes Corrective Actions
Arc length too long. Reduce arc length.
Damp electrode. Use dry electrode.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.