



















B-5
OPERATION
B-5
• Hold the nozzle standoff 1/8” (3.2mm) to 3/16”
(4.7mm) above the workpiece during cutting. Do not
let the torch nozzle touch the work or carry a long
arc.
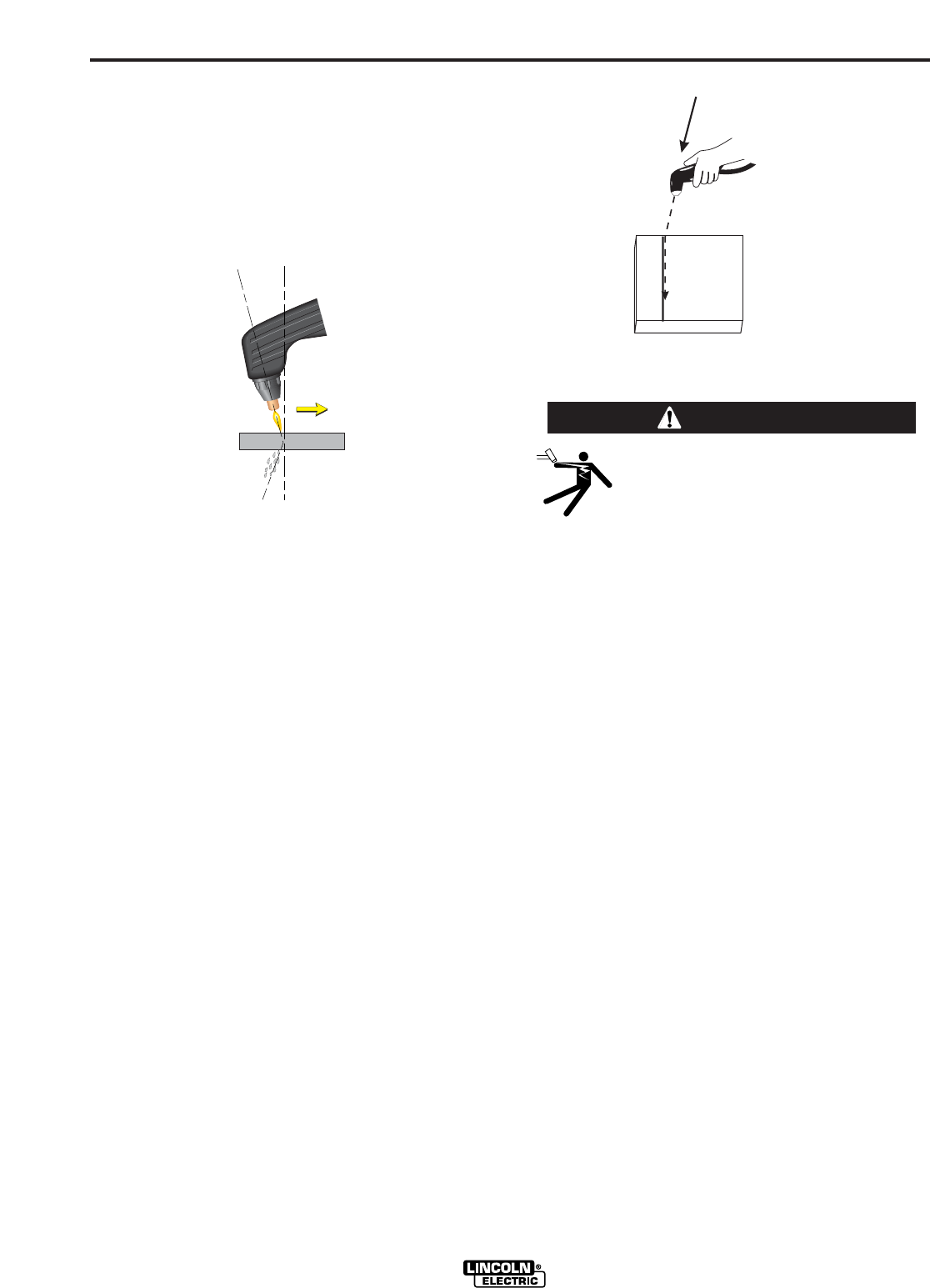
• Keep moving while cutting. Cut at a steady speed
without pausing. Maintain the cutting speed so that
the arc leg is 10° to 20° behind the travel direction.
• Use a 5° - 15° leading angle in the direction of the
cut.
• Use the drag cup to maintain constant standoff for
better cut quality and to protect the nozzle from spat-
ter.
• Use the drag cup with a metal template to prevent
nozzle double arcing.
• Finish the cut to be made and release the trigger.
• When the trigger is released, the arc will stop.
- The gas will continue to flow for 10 seconds of
postflow. If the trigger is activated within this time
period, the pilot arc will immediately restart.
• If the dross is difficult to remove, reduce the cutting
speed. High speed dross is more difficult to remove
than low speed dross.
• The right side of the cut is more square than the left
as viewed along the direction of travel.
• Tilt the torch about 45° from the workpiece and hold
the nozzle 1/8” (3.2mm) to 3/16” (4.7mm) above the
workpiece for gouging.
• Clean spatter and scale from the nozzle and drag
cup frequently.
• If the "SAFETY" LED lights at any time, check the
following:
• Check the assembly of the torch consumables. If
they are not properly in place, the machine will not
start. Make sure that the shield cup is hand tight.
Do not use pliers or over tighten.
• Check the conditions of the inside of the nozzle. If
debris has collected, rub the electrode on the inside
bottom of the nozzle to remove any oxide layer that
may have built up. Refer to "Suggestions for Extra
Utility from the PRO-CUT system".
• Check the condition of the electrode. If the end has
a crater-like appearance, replace it along with the
nozzle. The maximum wear depth of the electrode is
approximately .062”. A green and erratic arc will
indicate definite electrode failure and the electrode
should be replaced immediately.
• Replace the nozzle when the orifice exit is eroded
away or oval shaped.
• After the problem is found, or if there is nothing
apparently wrong, reset the machine by pressing
the "Reset" button. (It is possible for electrical noise
to trip the safety circuit on rare occasions. This
should not be a regular occurrence.)
• If the machine does not reset or continues to trip,
consult the Troubleshooting Section.
• Use the proper cutting or gouging procedures
referred to in Procedure Recommendations.
PRO-CUT 55
ELECTRIC SHOCK CAN KILL.
• Turn off machine at the disconnect
switch on the front of the machine
before tightening, cleaning or replacing
consumables.
----------------------------------------------------------------------------
WARNING
ANGLE
MAINTAINED
THROUGHOUT
GOUGE
TORCH HELD AT
45
0
ANGLE
THROUGHOUT GOUGE
ANGLE
OF APPROACH
Direction of Travel
5° - 15°
10° - 20°
Arc Lag
Leading Angle