



















D
irection of Travel
5 - 15
1
/16”
1
0 - 20
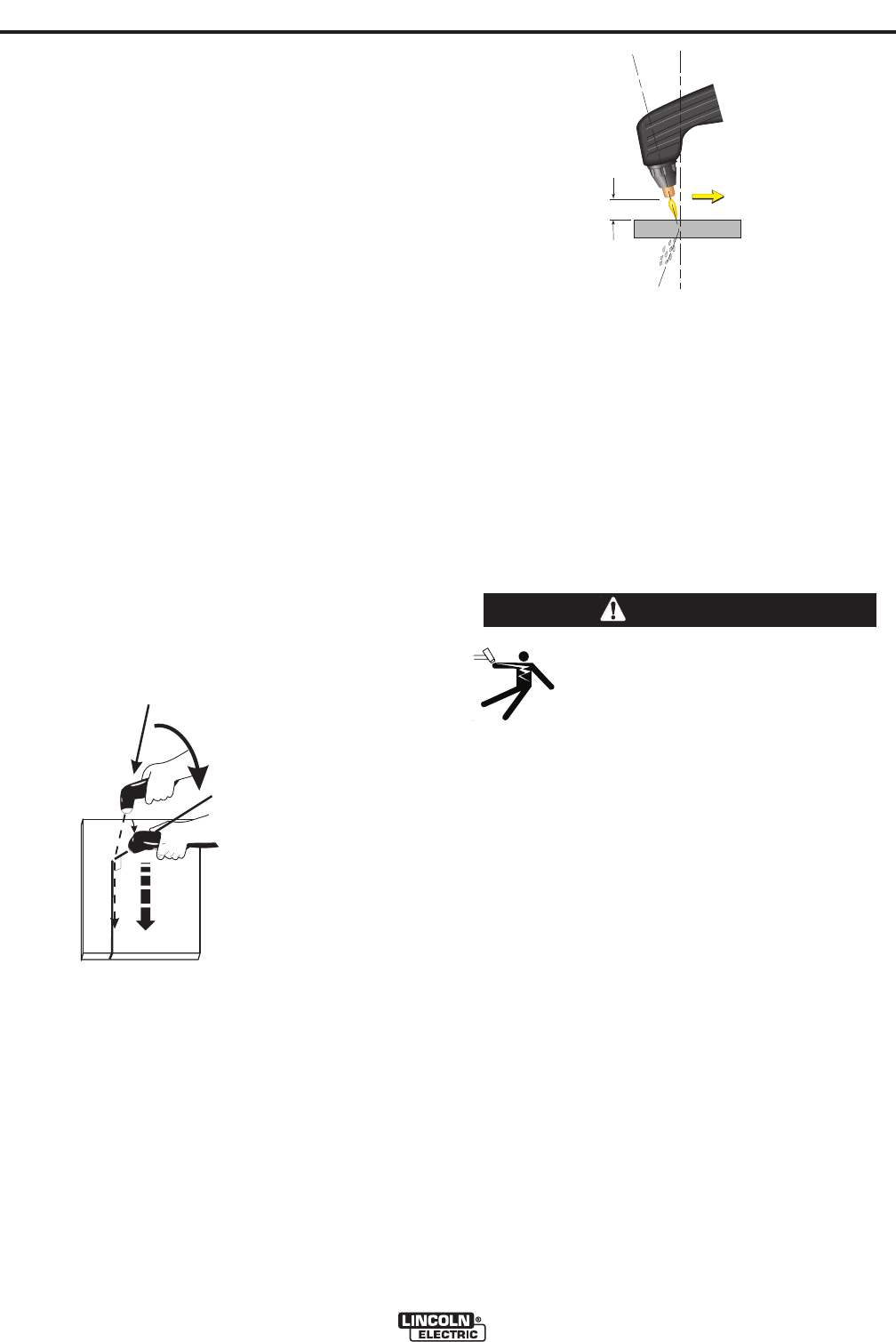
Arc Lag
Leading Angle
D
irection of Travel
5 - 15
1
/16”
1
0 - 20
Arc Lag
Leading Angle
•
Use a 5° - 15° leading angle in the direction of the cut.
• Finish the cut to be made and release the trigger.
• When the trigger is released, the arc will stop.
- The gas will continue to flow for 15 seconds of
postflow. If the trigger is activated within this time
period, the pilot arc will immediately restart.
• If the dross is difficult to remove, reduce the cutting
speed. High speed dross is more difficult to remove
than low speed dross.
• Clean spatter and scale from the nozzle frequently.
TORCH
• During operation, if the Red and Yellow LED’s light
together:
• Check the assembly of the torch consumables. If
they are not properly in place, the machine will not
start. Make sure that the shield cup is hand
tight. Do not use pliers or over tighten.
• Check the conditions of the inside of the nozzle. If
debris has collected, rub the electrode on the inside
bottom of the nozzle to remove any oxide layer that
may have built up. Refer to "Suggestions for Extra
Utility from the TOMAHAWK™ 625 system".
• Check the condition of the electrode. If the end has
a crater-like appearance, replace it along with the
nozzle. The maximum wear depth of the electrode
is approximately .062”. A green and erratic arc will
indicate definite electrode failure and the electrode
should be replaced immediately.
B-6
OPERATION
B-6
TOMAHAWK™ 625
• When ready to cut, place the torch near the work,
make certain all safety precautions have been
taken and pull the trigger.
- The air will flow for a preflow time of 2 seconds
and the pilot arc will start. (Exceptions: the first
time that the trigger is pulled after the machine is
turned on, or after a thermal trip out, initial trigger
will be ignored. This is a safety feature to prevent
the pilot arc from firing unexpectedly or if the
torch trigger is inadvertently pressed. The other
exception is if the machine is in postflow, then
the preflow time is skipped and the pilot arc will
start immediately.)
- The pilot arc will run for 3.0 seconds and shut off
unless the arc is brought in contact with the work
and the arc is transferred. Avoid excessive pilot
arc time by transferring the arc to the workpiece
quickly. This will extend consumable life.
- When the arc is brought within 1/8” - 1/4" from
the work piece: the arc will transfer, the current
will ramp to the setting on the control panel, and
the cut can last indefinitely (or until the duty
cycle of the TOMAHAWK™ 625 is exceeded).
• Pierce the work piece by slowly lowering the torch
onto the metal at a 30
0
angle away from the opera-
tor. This will blow the dross away from the torch
tip. Slowly rotate the torch to vertical position as
the arc becomes deeper.
• Keep moving while cutting. Cut at a steady speed
without pausing. Maintain the cutting speed so that
the arc lag is 10° to 20° behind the travel direction.
3030
00
VERVERTICAL ANGLETICAL ANGLE
FORCUTTINGFOR CUTTING
CUT
90
0
TORCH AT 30
0
ANGLE
TO PIERCE
ROTATE TO
90
0
ANGLE TO CUT
3030
00
VERVERTICAL ANGLETICAL ANGLE
FOR CUTTINGFOR CUTTING
CUT
90
0
TORCH AT 30
0
ANGLE
TO PIERCE
ROTATE TO
90
0
ANGLE TO CUT
ELECTRIC SHOCK CAN KILL.
• Turn off machine at the disconnect
switch on the rear of the machine
before tightening, cleaning or
replacing consumables.
----------------------------------------------------------------------------
WARNING