



















B-3
OPERATION
B-3
4. ARC CONTROL- The ARC CONTROL dial is active in
the CV-WIRE, CC-STICK and DOWNHILL PIPE modes, and
has different functions in these modes. This control is not
active in the TIG and ARC GOUGING mode.
CC-STICK mode: In this mode, the ARC CONTROL dial sets
the short circuit current (arc-force) during stick welding to
adjust for a soft or crisp arc. Increasing the dial from –10
(soft) to +10 (crisp) increases the short circuit current and
prevents sticking of the electrode to the plate while welding.
This can also increase spatter. It is recommended that the
ARC CONTROL be set to the minimum number without elec-
trode sticking. Start with a setting at 0.
DOWNHILL PIPE mode: In this mode, the ARC CONTROL
dial sets the short circuit current (arc-force) during stick weld-
ing to adjust for a soft or a more forceful digging arc (crisp).
Increasing the number from –10 (soft) to +10 (crisp) increases
the short circuit current which results in a more forceful dig-
ging arc. Typically a forceful digging arc is preferred for root
and hot passes. A softer arc is preferred for fill and cap pass-
es where weld puddle control and deposition ("stacking" of
iron) are key to fast travel speeds. It is recommended that the
ARC CONTROL be set initially at 0.
CV-WIRE mode: In this mode, turning the ARC CONTROL
clock wise from –10 (soft) to +10 (crisp) changes the arc from
soft and washed-in to crisp and narrow. It acts as an induc-
tance/pinch control. The proper setting depends on the proce-
dure and operator preference. Start with a setting of 0.
5. WELD OUTPUT TERMINALS WITH FLANGE
NUT- Provides a connection point for the electrode and
work cables.
6. GROUND STUD- Provides a connection point for
connecting the machine case to earth ground.
7. 14-PIN CONNECTOR- For attaching wire feeder control
cables. Includes contactor closure circuit, auto-sensing
remote control circuit, and 42V power. The remote control
circuit operates the same as the 6 Pin Amphenol.
8. 42V / 115V WIRE FEEDER VOLTAGE SWITCH:
Toggles output of 14-pin connector to voltage requirement
of Wire Feeder. (Located above 14-pin connector.)
9. 6-PIN CONNECTOR- For attaching optional remote con-
trol equipment. Includes auto-sensing remote control circuit.
10. WELD TERMINALS CONTROL SWITCH- In the
WELD TERMINALS ON position, the output is electrically
hot all the time.
In the REMOTELY CONTROLLED position, the output is
controlled by a wire feeder or amptrol device, and is electri-
cally off until a remote switch is depressed.
11. WIRE FEEDER VOLTMETER SWITCH:
Matches the polarity of the wire feeder voltmeter to the
polarity of the electrode.
12. VRD (Voltage Reduction Device) INDICATOR
LIGHTS- On the front panel of the VANTAGE® 580 are
two indicator lights. A red light when lit indicates OCV(Open
Circuit Voltage) is equal to or
greater than 30V and a green
light when lit indicates OCV(Open Circuit Voltage) is less
than 30V.
The VRD “On/Off” switch inside the control panel must be
“On” for the VRD function to be active and the lights to be
enabled. When the machine is first started with VRD
enabled, both lights will illuminate for 5 seconds.
These lights monitor the
OCV(Open Circuit Voltage) and weld
voltage at all times. In the CC-Stick mode when not welding
the green light will illuminate indicating that the VRD has
reduced the OCV to less than 30V. During welding the red
light will illuminate whenever the arc voltage is equal to or
greater than 30V. This means that the red and green light
may alternate depending on the weld voltage. This is normal
operation.
If the red light remains illuminated when not welding in the
CC-stick mode, the VRD is not functioning properly. Please
refer to your local field service shop for service.
If the VRD is turned “On” and the lights donʼt come “On”,
refer to the trouble shooting section.
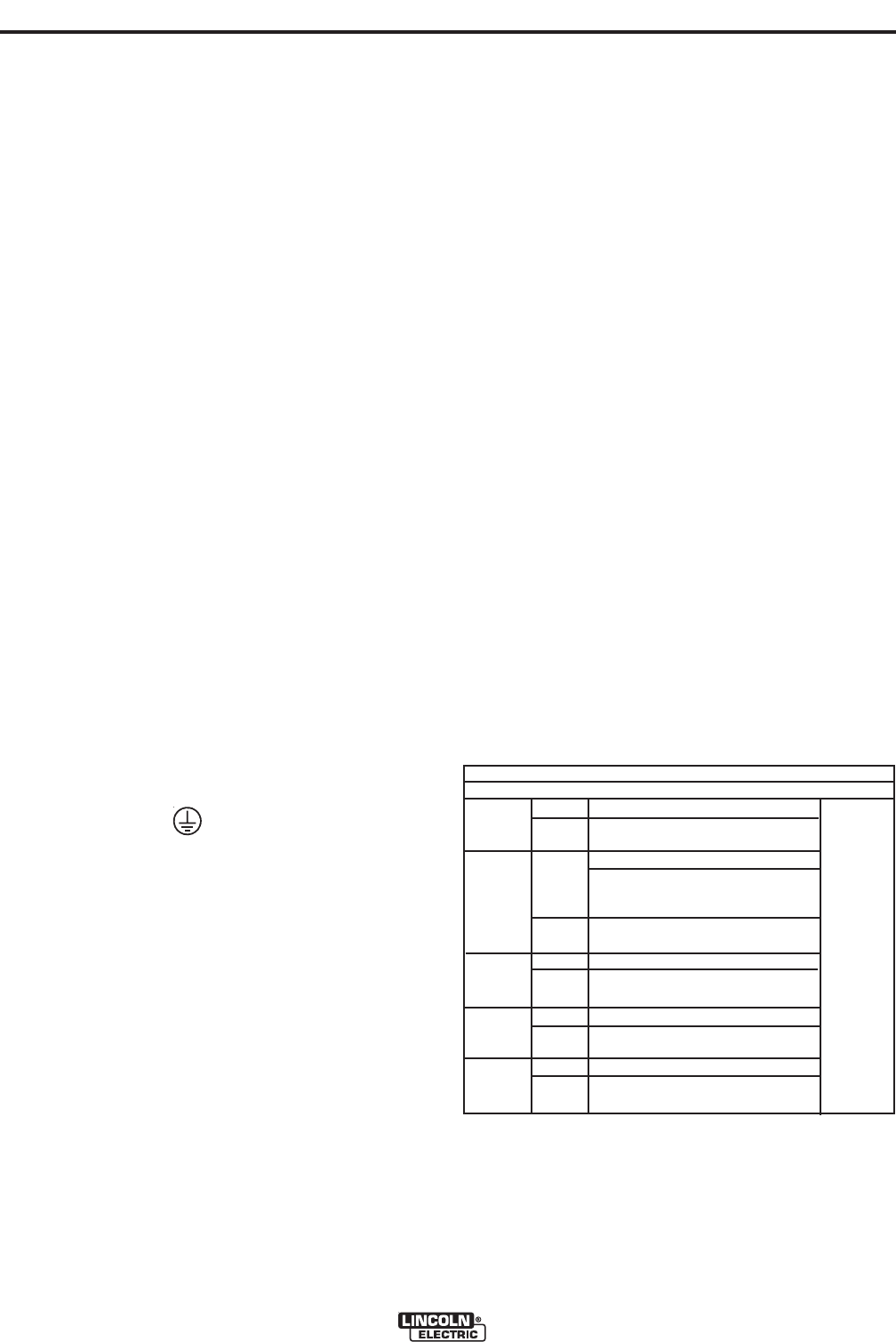
TABLE B.1
VRD INDICATOR LIGHTS
MODE VRD "ON" VRD "OFF"
CC-STICK OCV Green (OCV Reduced)
While Red or Green
Welding (Depends on Weld Voltage) *
CV-WIRE OCV Green (OCV Reduced)
Green (No OCV)
Weld Terminals Remotely Controlled
Gun Trigger Open No Lights
While Red or Green
Welding (Depends on Weld Voltage) *
PIPE OCV Green (No Output)
While Not Applicable (No Output)
Welding
ARC GOUGING
OCV Green (OCV Reduced)
While (Depends on Weld Voltage) *
Welding
TIG OCV Green (Process is Low Voltage)
While Green (Process is Low Voltage)
Welding
* It is normal for the lights to alternate between colors while welding.
VANTAGE® 580