



















B-2
OPERATION
B-2
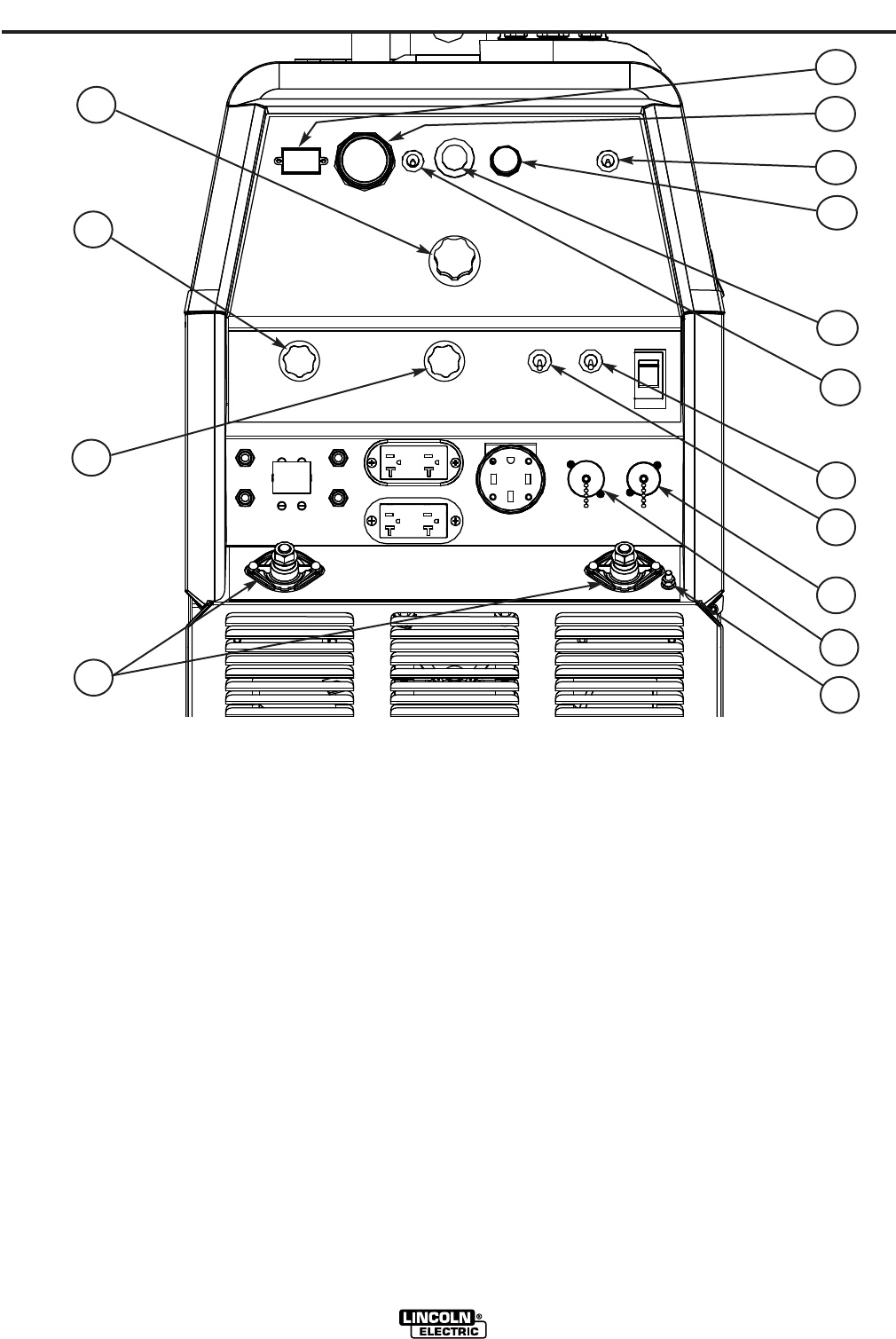
WELDING CONTROLS:
1. OUTPUT CONTROL: The CONTROL dial
provides continuous control of the welding current or
welding voltage depending on the selected welding
mode. This control is not active in the CC-STICK,
DOWN HILL PIPE, and CV-WIRE modes when a
remote control or wire feeder with remote control is
connected to either the 6 pin or 14 pin Amphenol.
2. WELD MODE SELECTOR SWITCH:
(Provides four selectable welding modes)
CV-WIRE
DOWN HILL PIPE
CC-STICK
TOUCH START TIG
3. ARC CONTROL :
The ARC CONTROL WIRE/STICK dial is active in the
WIRE, STICK and DOWN HILL PIPE modes, and has
different functions in these modes. This control is not
active in the TIG mode.
CC-STICK mode: In this mode, the ARC CONTROL dial
sets the short circuit current (arc-force) during stick weld-
ing to adjust for a soft or crisp arc. Increasing the number
from -10(soft) to +10(crisp) increases the short circuit cur-
rent and prevents sticking of the electrode to the plate
while welding. This can also increase spatter. It is recom-
mended that the ARC CONTROL be set to the minimum
number without electrode sticking. Start with a setting at 0.
DOWNHILL PIPE MODE: In this mode, the ARC CON-
TROL dial sets the short circuit current (arc force) during
stick welding to adjust for a soft or a more forceful digging
arc (crisp). Increasing the number from -10(soft) to
+10(crisp) increases the short circuit current which results
in a more forceful digging arc. Typically a forceful digging
arc is preferred for root and hot passes. A softer arc is pre-
ferred for fill and cap passes where weld puddle control
and deposition (“stacking” of iron) are key to fast travel
speeds. It is recommended that the ARC CONTROL be
set initially at 0.
CV-WIRE mode: In this mode, turning the ARC CONTROL
clockwise from –10 (soft) to +10 (crisp) changes the arc
from soft and washed-in to crisp and narrow. It acts as an
inductance control. The proper setting depends on the pro-
cedure and operator preference. Start with a setting at 0.
RANGER® 250
1
9
6
3
8
4
7
10
11
12
5
14
13
15
2