

















38
3. The Correct Electrical Stickout (ESO)
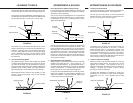
The electrical stickout (ESO) is the distance from the end
of the contact tip to the end of the wire. (See Figure 24.)
Once the arc has been established, maintaining the cor-
rect ESO becomes extremely important. The ESO should
be approximately 3/8 to 1/2 inch (10 to 12 mm) long.
FIGURE 24
The easiest way to tell whether the ESO is the correct
length is by listening to its sound. The correct ESO has a
distinctive “crackling” sound, very much like eggs frying
in a pan. A long ESO has a hollow, blowing or hissing
sound. If the ESO is too short, you may stick the contact
tip or nozzle to the weld puddle and/or fuse the wire to
the contact tip.
4. The Correct Welding Speed
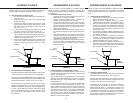
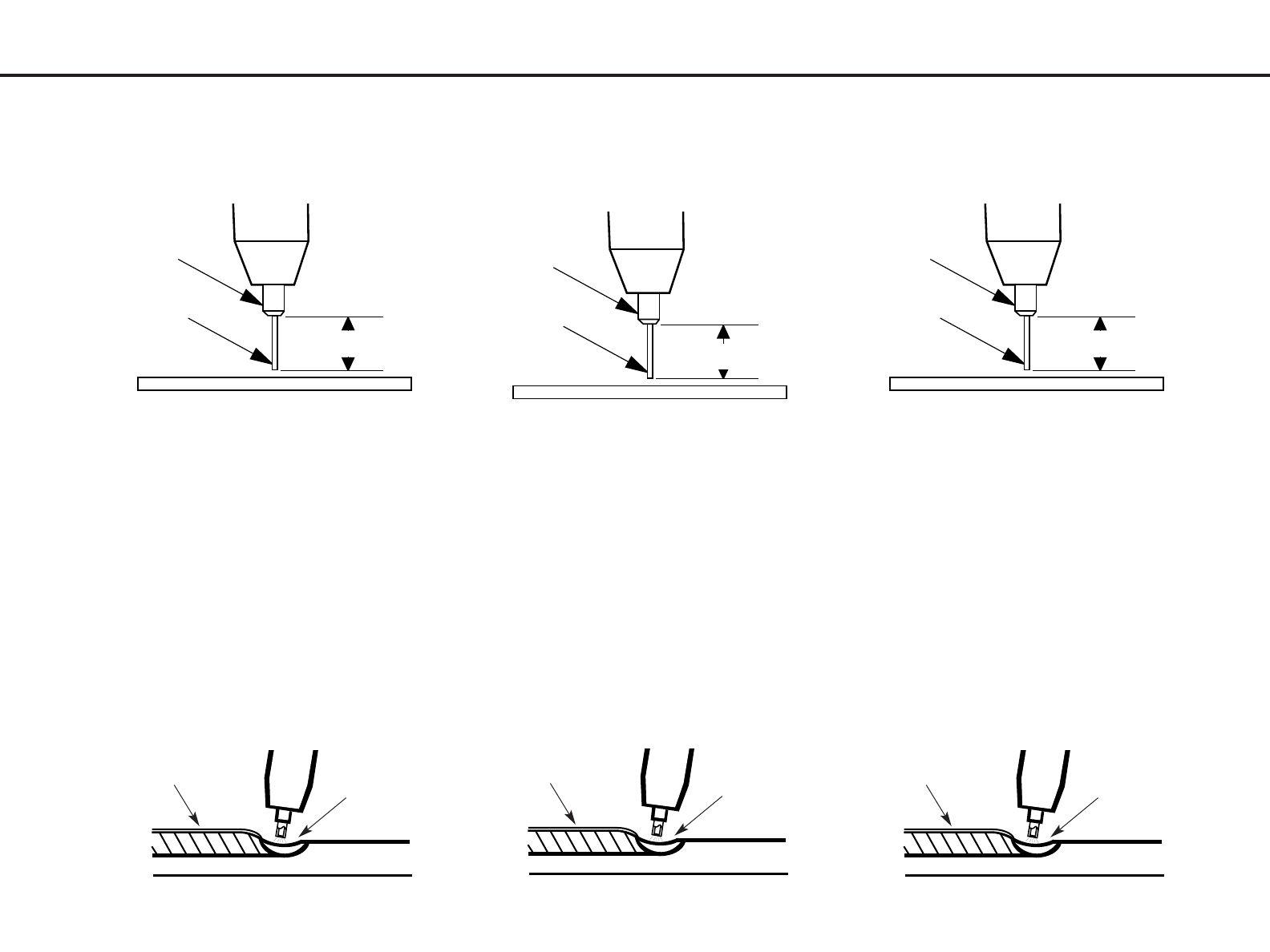
The important thing to watch while welding is the puddle
of molten metal right behind the arc. See Figure 25. Do
not watch the arc itself. It is the appearance of the pud-
dle and the ridge where the molten puddle solidifies that
indicates correct welding speed. The ridge should be
approximately 3/8” (10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in a thin
uneven, “wormy” looking bead. They are not watching
the molten metal.
FIGURE 25
3. Punta Electrizada de Alambre (ESO) Correcta
La punta electrizada de alambre (ESO) es la distancia que
hay entre el extremo de la punta de contacto y el extremo
del alambre. (Vea la Figura 24).
Una vez que el arco se ha establecido, es muy importante
mantener una distancia ESO correcta. La punta de alam-
bre ESO debe ser de 10 a 12 mm de largo (3/8 a 1/2 pul-
gadas) aproximadamente.
FIGURA 24
La forma más fácil para saber si la punta de alambre ESO
tiene la longitud correcta, es escuchando su sonido. Una
punta de alambre ESO correcta tiene un sonido distintivo
de “chisporroteo”, muy similar al que se produce cuando se
fríen alimentos en una sartén. Una punta de alambre ESO
larga tiene un sonido hueco o como de silbido. Si la ESO
es muy corta, usted podría colocar la punta de contacto o
la tobera en el charco de soldadura, y/o fusionar el alambre
con la punta de contacto.
4. Velocidad Correcta de Soldadura
Mientras suelda, es importante observar el charco de metal
derretido justo detrás del arco. Vea la Figura 25. No
observe el arco directamente. La apariencia del charco y
el reborde donde se solidifica es lo que indica la velocidad
correcta de soldadura. El reborde detrás del electrodo
tubular debe ser de 10 mm (3/8”) aproximadamente.
La mayoría de los principiantes tiende a soldar muy rápido,
dando como resultado un cordón delgado, disparejo y con
apariencia “ondulada”. Cuando esto sucede, significa que
no están observando el metal derretido.
FIGURA 25
Solidifying ridge
Molten puddle
Solidificación del reborde
Charco de
soldadura
3/8 – 1/2” (10 – 12 mm)
Electrical Stickout (ESO)
Contact Tip
Wire Electrode
La punta electrizada de alambre
(ESO) 10-12 mm (3/89-1/2 pulg.)
Punta de
Contacto
Electrodo
de alambre
3. La bonne portée terminale
La portée terminale est l'écartement entre l'extrémité du
tube contact et l'extrémité du fil. (Voir la figure 24)
Une fois que l'arc a été amorcé, il est très important de
maintenir la bonne portée terminale. Elle doit faire envi-
ron 3/8 à 1/2 po (10 à 12 mm) de longueur.
FIGURE 24
La meilleure façon de savoir si la portée terminale a la
bonne longueur est d'écouter le son émis. La bonne
portée terminale émet un “crépitement” distinctif, tout
comme les oeufs que l'on fait frire dans une poêle. Une
portée terminale longue émet un son creux, un souffle ou
un sifflement. Si la portée terminale est trop courte le
tube contact ou la buse peut coller dans le bain de fusion
et/ou le fil peut fondre sur le tube contact.
4. La bonne vitesse de soudage
Quand on soude, il est important d'observer le bain de
fusion juste en arrière de l'arc. Voir la figure 25. Ne pas
regarder l'arc lui-même. C'est l'aspect du bain et la
vague de solidification qui indiquent la bonne vitesse de
soudage. La vague doit se situer à environ 3/8 po
(10 mm) en arrière de l'électrode.
La plupart des débutants ont tendance à souder trop
rapidement, et il en résulte un cordon mince et irrégulier
ressemblant à un ver. Ils ne regardent pas le métal
fondu.
FIGURE 25
Vague de solidification
Portée terminale
de 3/8 à 1/2 po (10 à 12 mm)
Tube contact
Fil-électrode
Bain de fusion
LEARNING TO WELD APRENDIENDO A SOLDAR APPRENTISSAGE DU SOUDAGE