



















C-2
ACCESSORIES
IDEALARC SP-255 OCT94
d. Procedure settings may be stored in
memory for later recall. (See
“Memory Keys” in Operation section.)
4. The following procedure settings can be
used as initial settings for making test
welds to determine final settings:
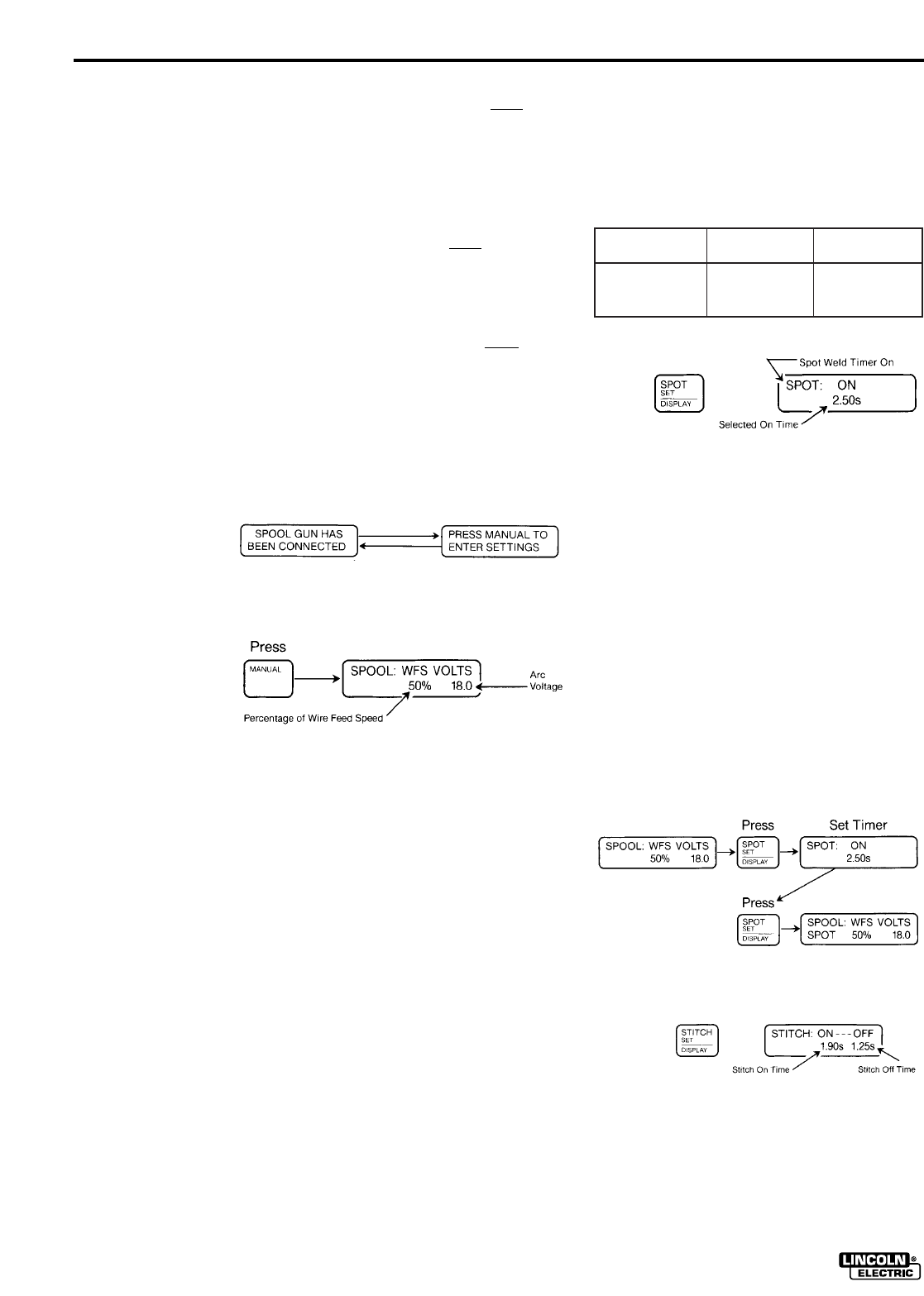
SPOT KEY
Anytime the Spot weld timer is on and the
display is in Spool mode, the word SPOT
will appear in the bottom left corner of the
display.
TYPICAL SPOT KEY PRESS SEQUENCE
Spool screen is displayed prior to pressing
Spot key. Spot key is pressed, Spot On
timer is activated and the display changes
to Spot screen. Spot On timer can now be
adjusted using the center arrow keys. Once
the timer has been set, pressing the Spot
key again returns the display to the original
Spool screen with the Spot timer status indi-
cated in the bottom left corner.
STITCH KEY
Anytime the Stitch weld timers are on and
the display is in Spool mode, the abbrevia-
tion STCH will appear in the bottom left cor-
ner of the display.
b. Closing feeder gun trigger starts feed-
er gun welding and makes both elec-
trodes electrically “HOT”.
2. Transfer switch in SPOOL position:
a. Disables feeder gun wire feed and
gas output. However, closing feeder
gun trigger will make both
electrodes
electrically “HOT” and activate spool
gun gas output.
b. Closing spool gun trigger starts spool
gun welding and makes both
elec-
trodes electrically “HOT”.
3. Operation with SP-255:
a. Turn the input power ON. With the
transfer switch in SPOOL gun posi-
tion, the display will flash the mes-
sages:
b. Pressing the Manual key will change
the display to the spool screen.
c. Pressing the up or down arrow keys
under volts on the display will
increase or decrease your welding
voltage.
The 1-99% on the display represents
a percentage of wire feed speed. This
is the set speed for the K469 spool
gun and the maximum set speed for
the K487 spool gun (with the remote
control in gun handle at maximum).
The remote control turned to mini-
mum will give you approximately 50%
of the maximum set WFS.
Left arrow keys — Do not function.
Center arrow keys — Increase (up
arrow) or decrease (down arrow) per-
cent of wire feed speed.
Right arrow keys — Increase (up
arrow) or decrease (down arrow) arc
voltage.
Wire Diamter Arc Voltage
In. (mm) WFS Setting Setting
.030 (0.8) 42% 15V
.035 (0.9 39% 16V
3/64 (1.2) 32% 21V