











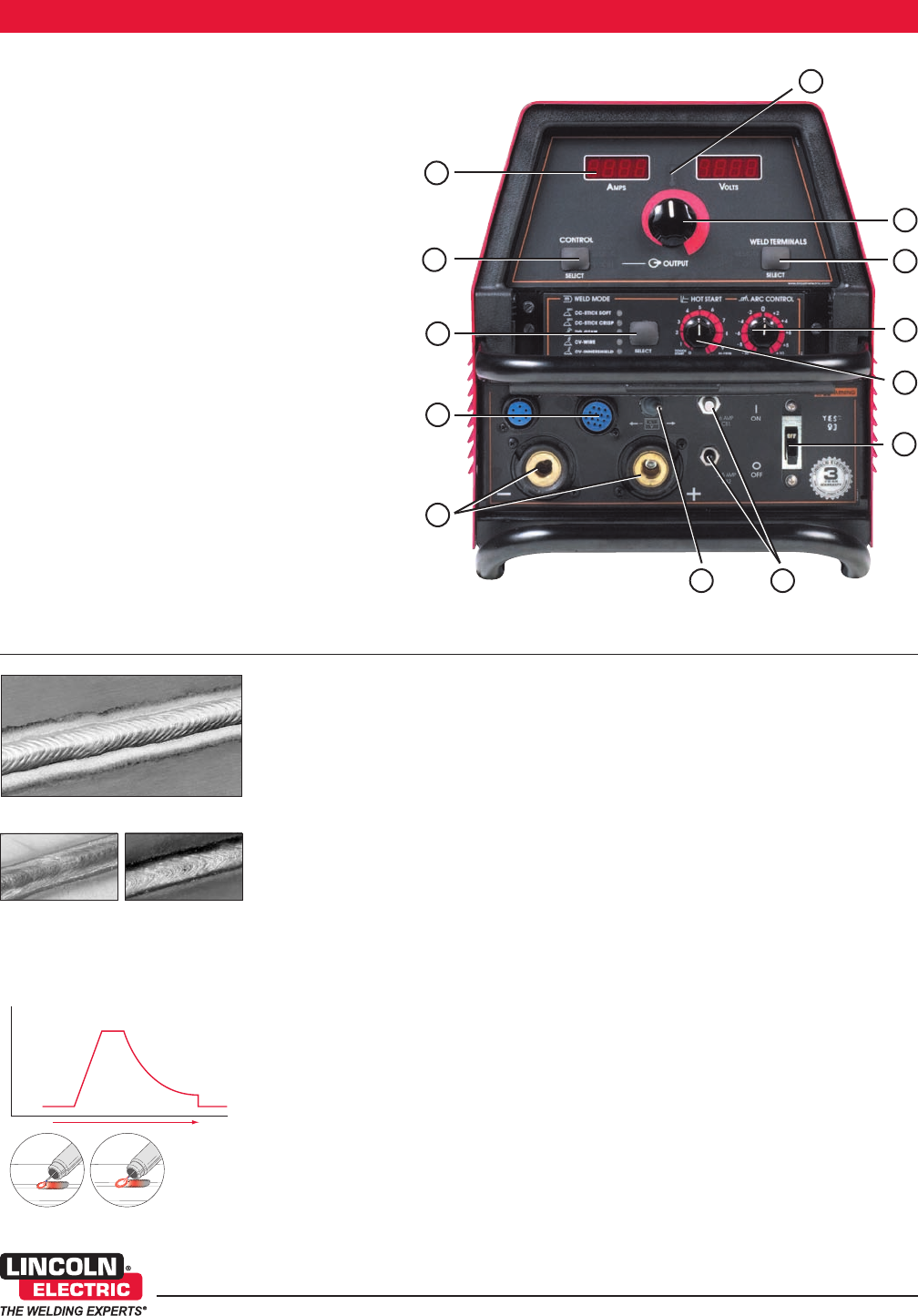
Key Controls
A) Large, bright, easy to read meters
B) Local/remote output control
C) Mode selection switch
D) Remote Output Control Receptacles—6- & 14-pin
E) Negative and Positive Twist-Mate
®
or Tweco
®
Output Teminals
F) Wire Feeder Voltmeter Polarity Switch
G) Circuit Breaker Reset Buttons
H) On/Off Switch
I)Hot Start Control
J ) Arc Control Knob
K) Weld Terminals on or remotely controlled
L) Preset Output Amps and Voltage Control
M) Thermal Overload Indicator Light
FEATURES
A
B
C
D
E
J
K
L
H
I
Shown:
Invertec
®
V350-PRO
Factory Model
Invertec
®
V350-PRO
www.lincolnelectric.com
[3]
A CLOSER LOOK
TIME
WELDING CURRENT
Background
Peak
Ramp Up
Tail Out
Step Off
PULSE FREQUENCY
Low Heat
(Background)
High Heat
(Peak)
Pulse-On-Pulse
®
on 3mm Aluminum
Power Mode
®
reduces
spatter and improves
bead appearance,
even for low voltage
procedures on
stainless.
Power Mode
®
aids
bead wetting
and penetration
on aluminum.
Pulsed MIG
• Varies weld current between peak (high heat) and background (low heat) current to provide
better control of heat input.
• Reduces warping and burnthrough on thin materials.
• Enables in-the-flat, horizontal, vertical up, or overhead welding without a slag system. Great for
hard automation, robotic, and high production semiautomatic applications.
• Optimized GMAW-P waveforms are available to use on aluminum, carbon steel, high strength
low alloy steel, stainless steel, and nickel alloys.
For more information see Nextweld
®
Document NX-2.70
Pulse-On-Pulse
®
• Uses a sequence of varying pulse wave shapes to produce a TIG-like bead appearance and
excellent weld properties when MIG welding aluminum.
• Pulse-On-Pulse
®
controls arc length and heat input together, making it easier to achieve good
penetration.
For more information see Nextweld
®
Document NX-2.10
Power Mode
®
• Uses high-speed regulation of output power to deliver extremely fast response to changes in the
arc, for example, when using a whip technique.
• Improved MIG welding performance, including low spatter, very uniform, consistent bead wetting
and controlled penetration.
• Great for low voltage applications on thin steel and stainless steel material less than 20 gauge
(0.7 mm).
• Delivers excellent arc characteristics on aluminum and other alloys such as silicon bronze and
nickel alloys.
For more information see Nextweld
®
Document NX-2.60
F
G
M