



















5-2.
Preparing
Tungsten
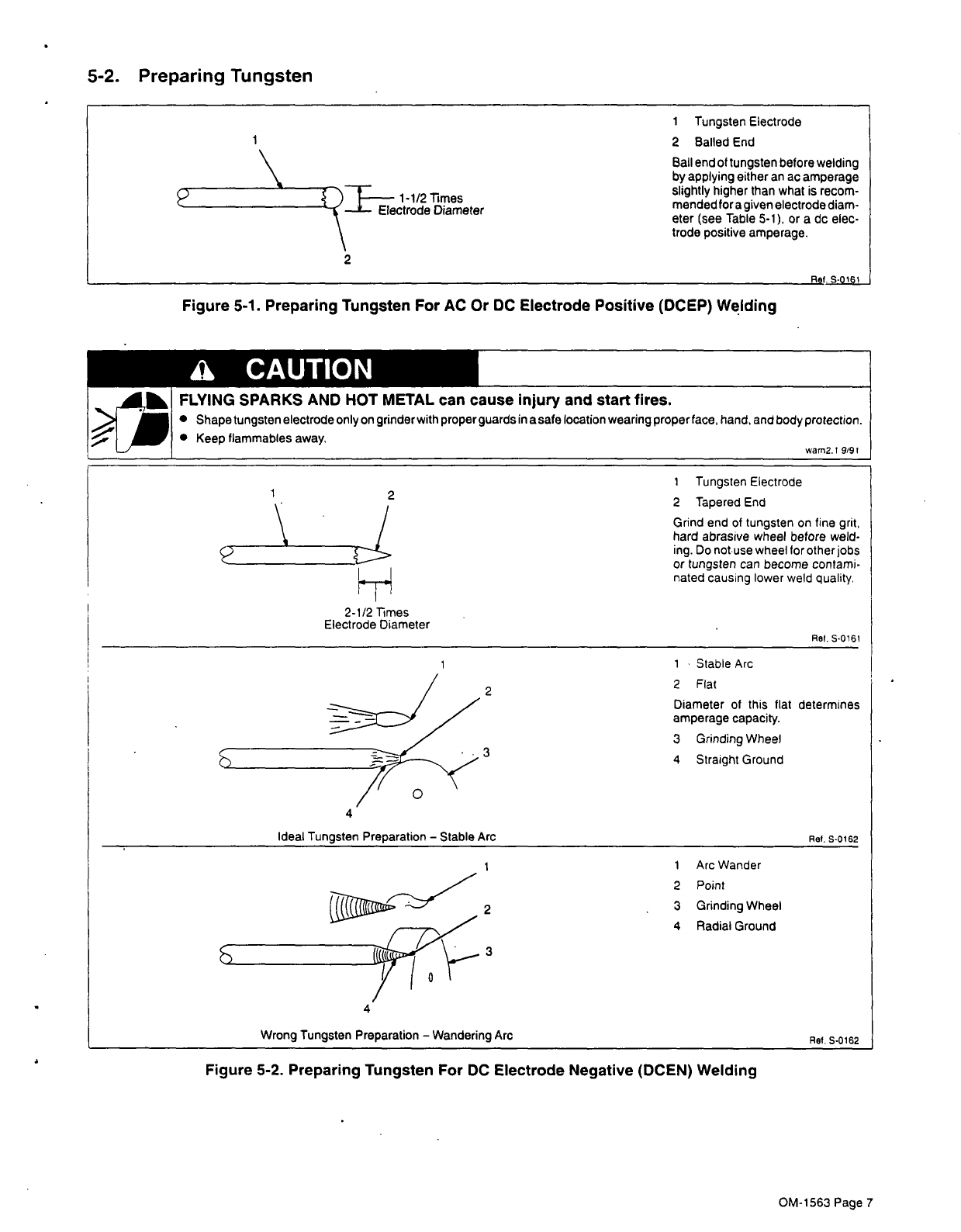
Figure
5-1.
Preparing
Tungsten
For
AC
Or
DC
Electrode
Positive
(DCEP)
Welding
H
2-1/2
Times
Electrode
Diameter
1
Tungsten
Electrode
2
Tapered
End
Grind
end
of
tungsten
on
fine
grit,
hard
abrasive
wheel
before
weld.
ing.
Do
notuse
wheel
for
other
jobs
or
tungsten
can
become
contami
nated
causing
lower
weld
quaIity~
Ret
S0161
Wrong
Tungsten
Preparation
Wandering
Arc
Ref.
S-0162
1
Tungsten
Electrode
2
Balled
End
Ball
end
of
tungsten
before
welding
by
applying
either
an
ac
amperage
Electrode
Diameter
mended
for
a
given
electrode
diam
P
1iI~IIE
1-1/2
Times
slightly
higher
than
what
is
recom
eter
(see
Table
5.1),
or
a
dc
elec
trode
positive
amperage.
2
Ref.
S-0161
a
CAUTION
FLYING
SPARKS
AND
HOT
METAL
can
cause
injury
and
start
fires.
Shape
tungsten
electrode
only
on
grinder
with
proper
guards
in
a
sate
location
wearing
proper
face.
hand,
arid
body
protection.
Keep
flammables
away.
wam2.1
9/91
2
1
1
Stable
Arc
V
2
FIat
Diameter
of
this
flat
amperage
capacity.
3
Grinding
Wheel
4
Straight
Ground
determines
4
Ideal
Tungsten
P
reparation
Stable
Arc
Ref.
S0162
2
3
4
1
Arc
Wander
2
Point
3
Grinding
Wheel
4
Radial
Ground
Figure
5-2.
Preparing
Tungsten
For
DC
Electrode
Negative
(DCEN)
Welding
OM-1563
Page
7