



















. A complete Parts List is available at www.MillerWelds.com
OM-1327 Page 31
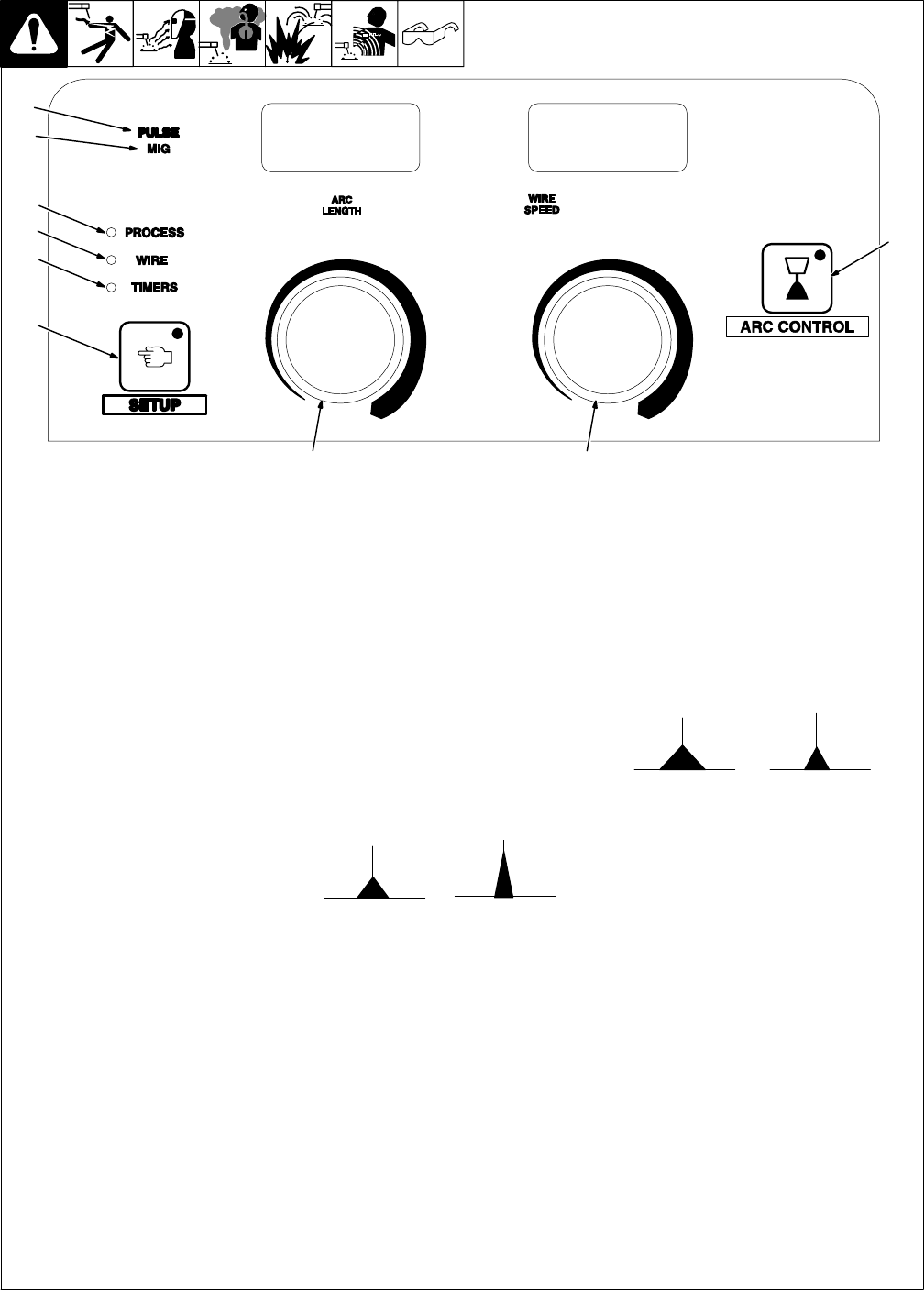
5-2. Pulse MIG Welding Mode
When the PULSE MIG (1, 2) is illuminated,
the unit is in Pulse MIG Welding mode.
SETUP
To enter Pulse MIG welding mode, depress
the SETUP (6) button once to go to GUN
selection. Rotate the right knob (9) to select
the gun being used. Select MIG for standard
MIG gun, or select XR-A, EDGE, PYTH alpr
for push pull guns, or SPL for spoolgun.
Depress SETUP (6) a second time to
illuminate the PROCESS (3) light. Rotate
right knob (9) until PULS is displayed.
Depress SETUP (6) button again to
illuminate the WIRE (4) light. Adjust left
knob (8) to select wire type, adjust right
knob (9) to select wire size.
Depress SETUP (6) button again to exit
WIRE menu and enter TIMERS (5) menu.
The TIMERS (5) light will illuminate. For
description of the TIMERS, refer to
TIMERS menu (see Section 5-3)
If crater fill function menus are enabled,
TIMERS light will stay on to allow for adjust-
ment of crater parameters and timers (see
Section 5-6).
Depress SETUP (6) button again to exit
menus and enter PULSE welding mode.
OPERATION
Adjust right knob (9) for proper Wire Feed
speed and adjust left knob (8) to change
Arc Length if required. Arc length will de-
fault to 50 if never adjusted previously. Re-
fer to Pulse MIG welding chart for proper
Wire Speed setting for metal and metal
thickness being welded (see Section 4-9).
All Pulse MIG programs are setup with the
gases listed in the Pulse MIG welding
chart. If alternate gases are used, adjust
Arc Length and/or Sharp Arc (Arc Con-
trol) (7) to adjust arc characteristics.
ARC LENGTH
Arc length can be adjusted from 0-99. All
Pulse MIG programs are set with a value of
50. Adjusting the Arc Length will vary the
length of the welding arc cone.
(0 Setting) (99 Setting)
Low Setting High Setting
If a gas is used other than what is listed on
the Pulse MIG welding program chart, the
Arc Length can be adjusted to help custom-
ize your arc to the gas being used.
ARC CONTROL
Pulse MIG (1, 2) welding mode: Depress
ARC CONTROL (7) button to enter Arc
Control menu for sharp arc. SHRP will ap-
pear on the left display and the correspond-
ing setting will appear on the right display.
The setting can be adjusted from 0-50 and
all Pulse MIG welding programs are de-
signed with a setting of 25. Adjusting the
Sharp Arc setting will vary the width of the
welding arc cone.
(0 Setting) (50 Setting)
Low Setting High Setting
If a gas is used other than what is listed on
the Pulse MIG welding program chart, the
Sharp Arc can be adjusted to help custom-
ize your arc to the gas being used.
Ref. 213 935-A
1
7
98
2
3
4
5
6