


















9-37
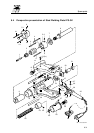
Functional breakdowns
R
Error Cause
→ Error elimination
No electric arc is generated, Stud without ignition tip or centre mark too deep for the ignition tip
even though system is → Use stud with ignition tip or reduce centre mark
ready for operation
Fault in Stud Welder control and/or at the Stud Welding Pistol
→ Inform SOYER Customer Service
Stud too loose in stud holder
→ Press stud holder together and/or tighten it
Stud thread scorched Stud holder worn down
→ Replace stud holder
Varying welding results Incorrect welding energy setting
→ Set welding energy
Cable connections are too loose, transition resistances are generated
→ Check all cable connections and cable clamps to ensure tight fit
Stud is too loose and/or has not been inserted into the stud holder until the
stop is reached
→ Press stud into the holder until it stops, if necessary, replace stud holder
Magnetic blow effect. The electric arc is pressed into a certain direction
→ Alter ground clamp attachment, place iron parts to the edges and/or rotate
welding pistol
Intensive sparking, Welding energy setting too high
stud flange almost → Reset welding energy using the energy range selector
fully melted away
Stud not welded with Welding energy setting too low
complete flange surface, → Reset welding energy using the energy range selector
deficient weld joint strength
Poor ground connection
→ Ensure tight fit of ground cable and ground clamps, if necessary tighten
Workpiece surface too soiled
→ Clean workpiece surface
Stud weld base deformed
→ Use new welding studs
Incorrect setting of stud projection to the stud holder
→ Set stud projection to 2-3 mm (distance between stud holder and stud
weld base)
Incorrect spring pressure setting
→ Set spring pressure
Tilted positioning of welding pistol
→ Ensure that all 3 feet of welding pistol are evenly and simultaneously
positioned on the workpiece