



















10
avec la norme AWS AS.20 E71 TII ou bien E71 TGS, apte
à l’emploi sans protection de gaz.
Raccorder la pince du câble de masse à la pièce à souder.
Après avoir raccordé les câbles suivre les mêmes instruc-
tions décrites au paragraphe 5.1.1.
N.B. Afin d’obtenir des soudures raccordées et bien
protégées, procéder toujours de gauche à droite et du haut
vers le bas.
A la fin de chaque soudure, enlever les déchets.
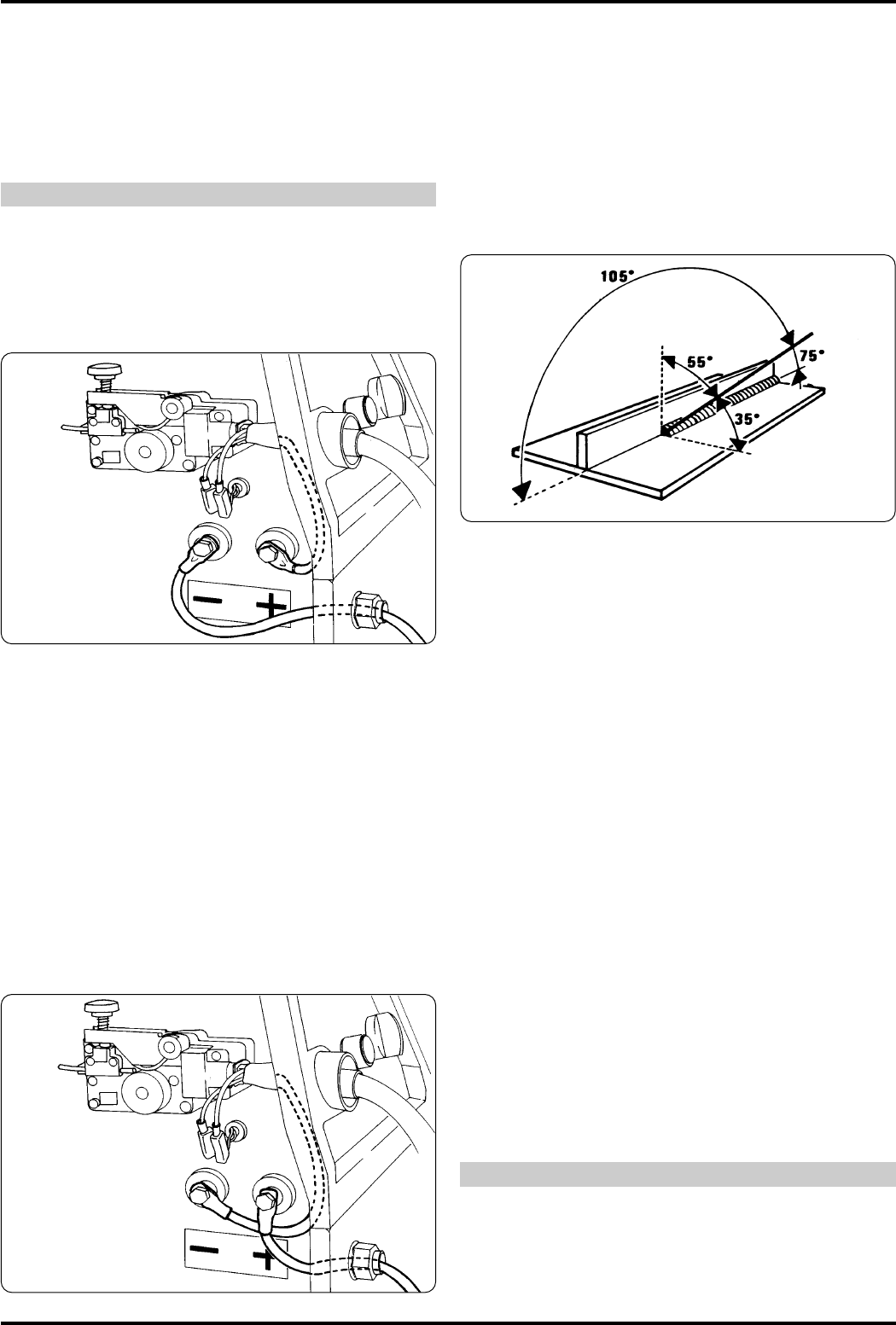
Pour la correcte inclinaison de soudure, voir figure 5.
5.2 SOUDURE DE L’ALUMINIUM
Le poste à souder doit être prédisposé comme pour la sou-
dure de l’acier doux avec protection de gaz, en appliquant
les variations suivantes:
- ARGON 100 % en tant que gaz de protection pour la sou-
dure.
- Un fil d’apport de composition adéquate au matériel
de base à souder.
- Pour souder ALUMAN fil 35 % silicium.
- Pour souder ANTICORODAL fil 35 % silicium.
- Pour souder PERALUMAN fil 5% magnésium.
- Pour souder ERGAL fil 5 % magnésium.
Utiliser des meules et des brosseuses spécifiques pour l’a-
luminium sans jamais les utiliser sur d’autres matériels.
SE RAPPELER que propreté veut dire qualité!
Les bobines de fil doivent être gardées à l’intérieur de
sachets en nylon avec un déshumidificateur.
Pour la correcte inclinaison de soudure, voir figure 5.
5.3 SOUDURE DE L’ACIER INOXYDABLE
Le poste à souder doit être prédisposé comme pour la sou-
dure de l’acier doux avec protection de gaz, en appliquant
les variations suivantes:
- Bobine de fil d’acier inoxydable compatible avec la com-
position de l’acier à souder.
- Bouteille contenant de l’ARGON 98 % + O2 2% (com-
position conseillée).
L’inclinaison de la torche et la direction de soudure conseil-
lées sont illustrées dans la figure 5.
6 ENTRETIEN ET CONTROLES
L’entretien doit être exécuté par personnel qualifié.
4.2 NOTES GENERALES
Avant d’utiliser ce poste à souder, lire soigneusement les
normes CEI 26/9 ou bien CENELEC HD 407 et CEI 26/11
ou bien CENELEC HD 433. En outre vérifier l’intégrité de l’i-
solement des câbles, de la torche et du câble masse.
5 SOUDURE
5.1 SOUDURE DE L’ACIER DOUX.
5.1.1 Avec protection de gaz.
Pour les soudures d’acier doux on peut utiliser de l’ARGON
75% + CO2 25% ou bien CO2 100%.
Raccorder les câbles comme d’après la figure 3.
Choisir la tension de soudure au moyen du bouton du com-
mutateur rotatif 47.
Se rapprocher au point de soudure et appuyer sur le bou-
ton de la torche 39.
Tourner le bouton du potentiomètre 2 jusqu’à obtenir une
soudure avec un bruit constant et continu.
Avec une vitesse trop élevée le fil tend à trébucher en fai-
sant rebondir la torche; avec une vitesse trop réduite le fil
fond à gouttes irrégulières ou bien l’arc ne demeure pas
allumé.
Après avoir exécuté la soudure, arrêter la machine et fer-
mer la bouteille de gaz.
Pour la correcte inclinaison de soudure, voir figure 5.
5.1.2 Sans protection de gaz.
Raccorder les câbles comme d’après la figure 4.
On ne doit utiliser que du fil avec âme 0,9 en conformité
Fig. 4
Fig. 5
Fig. 3