



















17
7 PRECAUCIONES GENERALES
7.1 Fuego
l Hay que evitar que se produzcan fuegos o
chispas o residuos calientes o trozos incan-
descentes.
l Asegurarse que apropiados dispositivos
anti-incendios se encuentren a disposición cerca de la zona
de soldadura.
l Eliminar de la zona de soldadura todo material inflamable
y combustible (mínimo 10 mtr.de distancia).
l No realizar soldaduras en envases de conbustibles y lubri-
cantes, aunque éstos se encuentren vacios.Dichos envases
deben estar perfectamente limpios antes de soldarlos.
l Dejar enfriar el material soldado antes de tocarlo o de poner-
lo a contacto con otro material combustible o inflamable.
l No realizar soldaduras en detalles con intersticios que con-
tengan material inflamable.
l No trabajar en ambientes con alta concentración de vapo-
res combustibles, gas o polvos inflamables.
l Controlar siempre la zona de trabajo, media hora después,
para asegurarse que no existan principios de incendios.
l No conservar en las carteras material combustible como
por ejemplo, encendedores o fósforos.
7.2 Quemaduras
l Proteger la piel de las quemaduras causadas por las radiacio-
nes ultravioletas emitidas por el arco, de las chispas y de los resi-
duos de metal fundido utilizando prendas de vestir ignífugas que
cubren toda la superficie del cuerpo expuesto al peligro.
l Ponerse ropa/guantes de protección para soldador, gorro y
zapatos subidos con punta de seguridad.Abrocharse el cue-
llo de la camisa y los cierres de los bolsillos y usar pantalo-
nes sin bastilla para evitar la entrada de chispas y residuos.
l Ponerse el casco con vidrio de protección hacia el exterior
y lentes con filtro al interior. Esto es PRIMORDIAL en las
operaciones de soldadura con el objetivo de defender los
ojos de la energía radiante y de los metales que circulan.Si
el vidrio de protección está roto,tiene protuberancias o man-
6.2 REPARACIONES DE LAS SOLDADORAS
La experiencia ha demostrado que muchos accidentes mor-
tales tienen origen en reparaciones no efectuadas según
normas. Por este motivo, un atento y completo control en una
soldadora reparada es tan importante como el efectuado en
una soldadora nueva.
Además de esta forma los productores podrán ser protegi-
dos contra el ser considerados responsables de defectos,
cuando la culpa sea de otros.
6.2.1 Prescripciones por seguir para las reparaciones
l A continuación del rebobinado del transformador o de las
inductancias, la soldadora deberá superar las pruebas de
tensión aplicada según cuanto indicado en la tabla 2 de 6.1.3
de la norma EN 60974.1 (CEI 26.13). La conformidad deberá
ser verificada como se especifica en 6.1.3.
l Si no se hubiese efectuado ningún rebobinado, una solda-
dora que haya sido limpiada y/o revisada, deberá superar
una prueba de tensión aplicada con valores de las tensiones
de prueba equivalentes al 50% de los valores dados en la
tabla 2 de 6.1.3. La conformidad deberá ser verificada como
se especifica en 6.1.3.
l A continuación del rebobinado y/o la sustitución de partes,
la tensión en vacío no deberá superar los valores mostrados
en 10.1 de EN 60974.1.
l Si las reparaciones no fuesen realizadas por el productor,
las soldadoras reparadas en las que se hayan sustituido o
modificado algunos componentes, deberán ser marcadas de
forma que pueda ser identificado quien ha llevado a cabo la
reparación.
l Después de haber efectuado una reparación, tengan cui-
dado al volver a ordenar los cables, de forma que exista un
aislamiento seguro entre el lado primario y el secundario
de la máquina. Evitar que los hilos puedan entrar en contac-
to con partes en movimiento o partes que se recalientan
durante el funcionamiento. Volver a montar las abrazaderas
como en la máquina original para evitar que si accidental-
mente se rompiese o desconectase un conductor, se pro-
duzca una conexión entre el primario y el secundario.
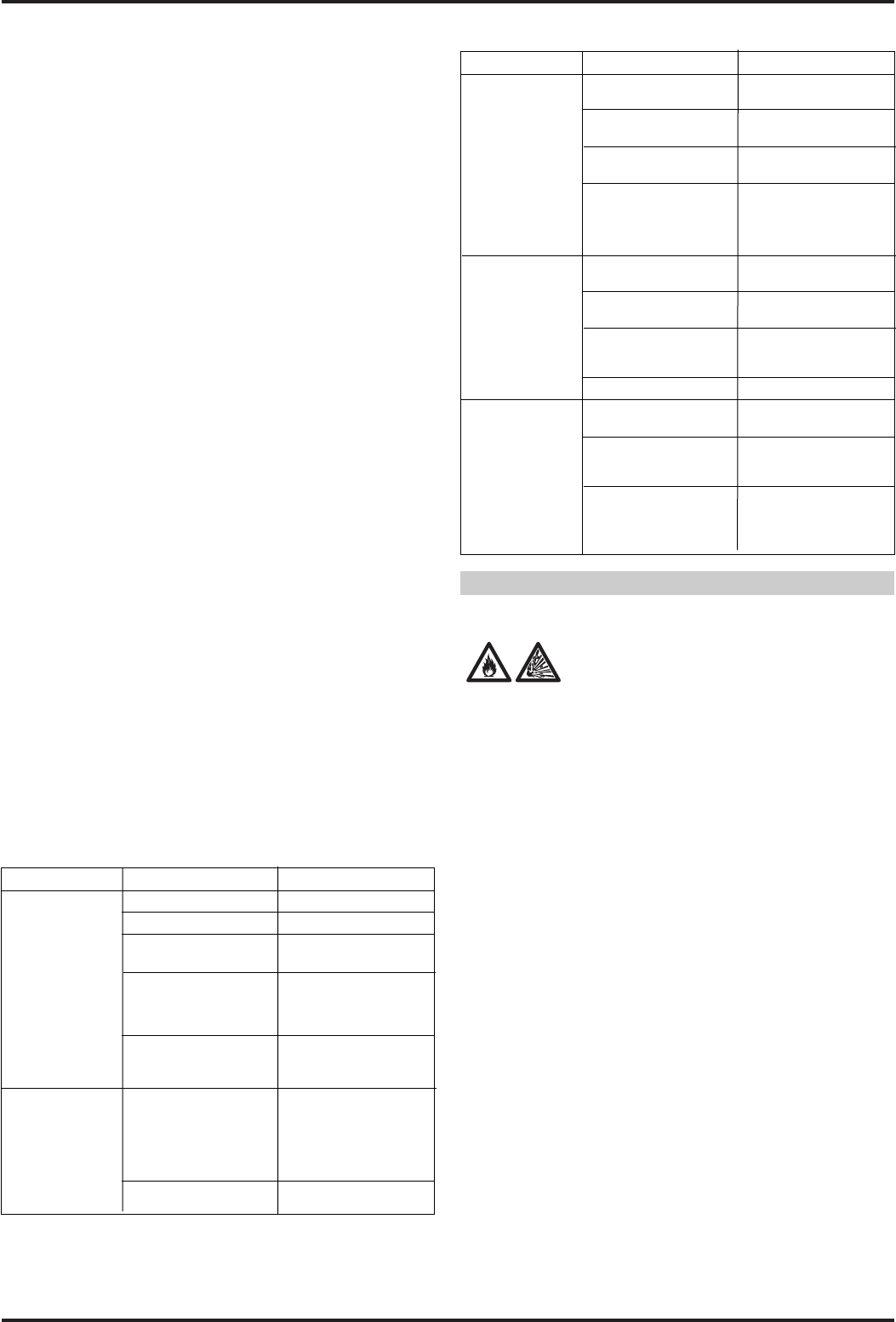
6.3 ANOMALIAS DE USO
INCONVENIENTE
El alambre no avan-
za o avanza irregu-
larmente
El alambre se bloca
o se enrolla entre
los rollos y la con-
ducción de alambre
de entrada a la
antorcha
Cordón para soldar
poroso
CAUSA PROBABLE
Rollo para el alambre con
ranura demasiado larga
Vaina obturada o tapada
Rollo aprete-alambre mal
apretado
Fricción del aspó porta
bobina demasiado apretada
Boquilla porta corriente
opturada
Boquilla porta corriente con
diametro equivocado
Equivocada alineacion de la
ranura del rollo
Si el carrete va fuera de
posición
Vaina obturada o tapada
Insuficiencia del gas de
protección
Bordes excesivamente oxi-
dados para soldarlos
Boquilla gas totalmente o
parcialmente tapada con
restos de soldadura
AJUSTE
Cambiar el rollo
Desenrollarla y proceder a
limpiarla
Apretarlo a fondo
Soltar la fricción a través de
la regulación
Cambiarla
Cambiarla
Alinearlo
Hay que acercarlo lo más
posible al rodillo de arrastre
del cable
Desenrollarla y limpiarla
Aumentar la capacidad del
gas
Limpiar perfectamente los
bordes con un cepillo de
metal
Desmontarlo y proceder a
limpiarlo o cambiarlo poni-
endo atención a no tapar los
foros de salida del gas
INCONVENIENTE
La distribución de la
corriente aparece
limitada
Soldadura con
muchas proteccio-
nes de metal
CAUSA PROBABLE
Fusible de línea quemado
Diodo o diodos quemados
Esqueda electrónica que-
mada
Conexiones de la antorcha
o de la masa o de cualquier
otra conexión eléctrica de
potencia disminuida
Si el conmutador de regula-
ción de la tensión presenta
un contacto inseguro
Regulación equivocada de
los parámetros para soldar
Coneción insuficiente de la
masa
AJUSTE
Cambiar fusible
Cambiarlos
Cambiarla
Apretar todas las conexio-
nes
Cambiar el conmutador
Buscar los parámetros
justos controlando el poten-
ciómetro de la tensión para
soldar y el potenciómetro
que regula la velocidad del
alambre.
Controlar la eficiencia de las
conexiones