



















11
6.1 NOTES GENERALES
l Arrêter le poste à souder et retirer la fiche d’alimentation
de la prise avant d’effectuer toute opération de contrôle et
entretien.
l Les parties en mouvement peuvent causer des lésions
graves.
l Se tenir éloigné des parties en mouvement.
LES SURFACES INCANDESCENTES peuvent causer des
brûlures graves.
l Laisser refroidir avant de procéder a l’entretien.
l Enlever périodiquement la poussière ou les matières
étrangères qui se sont déposées éventuellement sur le
transformateur ou sur les diodes; pour ce faire utiliser un jet
d’air sec et propre.
l Lors du remontage du rouleau entraîne-fil, veiller à ce que
la gorge soit alignée au fil et que corresponde au diamètre
du fil employé.
l Maintenir toujours propre l’intérieur de la buse du gaz de
façon à éviter des ponts métalliques constitués de jets de
soudure entre la buse du gaz et la buse porte-courant.
S’assurer que le trou de sortie de la buse porte-courant ne
s’est pas trop élargi; dans le cas contraire procéder à son
remplacement.
l Eviter absolument de frapper la torche ou de lui provoquer
des chocs violents.
6.2 DEPANNAGES DES POSTES A SOUDER
L’expérience a montré que beaucoup d’accidents mortels
sont causés par des dépannages non exécutés selon les
règles de l’art. C’est pour cette raison qu’un contrôle com-
plet et soigné sur un poste à souder dépanné est autant
important que le contrôle sur un poste à souder neuf.
De cette manière les producteurs sont également protégés
de l’accusation d’être responsables de défauts lorsque la
faute est à imputer à d’autres.
6.2.1 Prescriptions à suivre pour les dépannages
l Après le réenroulement du transformateur ou des induc-
tances, le poste à souder doit passer les essais de tension
appliquée comme d’après le tableau 2 de 6.1.3. de la
norme EN 60974.1 (CEI 26.13). La conformité doit être véri-
fiée comme spécifié au point 6.1.3.
l Si aucun réenroulement n’a été effectué, un poste à soud-
er nettoyé et/ou révisé doit passer un essai de tension
appliquée avec les valeurs de la tension d’essai à 50 % des
valeurs données dans le tableau 2 de 6.1.3. La conformité
doit être vérifiée comme spécifié au point 6.1.3.
l Après le réenroulement et/ou le remplacement de pièces,
la tension à vide ne doit pas dépasser les valeurs exposées
au point 10.1 de EN 60974.1.
l Si les dépannages ne sont pas exécutés par le produc-
teur, les postes à souder où on a remplacé ou modifié
quelques composants doivent être marqués de façon à
identifier l’auteur du dépannage.
l Après l’exécution d’un dépannage, veiller à ranger le
câblage de façon à avoir un isolement sûr entre le côté pri-
maire et le côté secondaire de la machine.
l Eviter que les fils puissent venir en contact avec les par-
ties en mouvement ou les parties se chauffant pendant le
fonctionnement. Remonter tous les colliers comme sur la
machine d’origine de façon à éviter que, si par hasard un
conducteur se casse ou se débranche, se puisse vérifier un
raccordement entre le primaire et le secondaire.
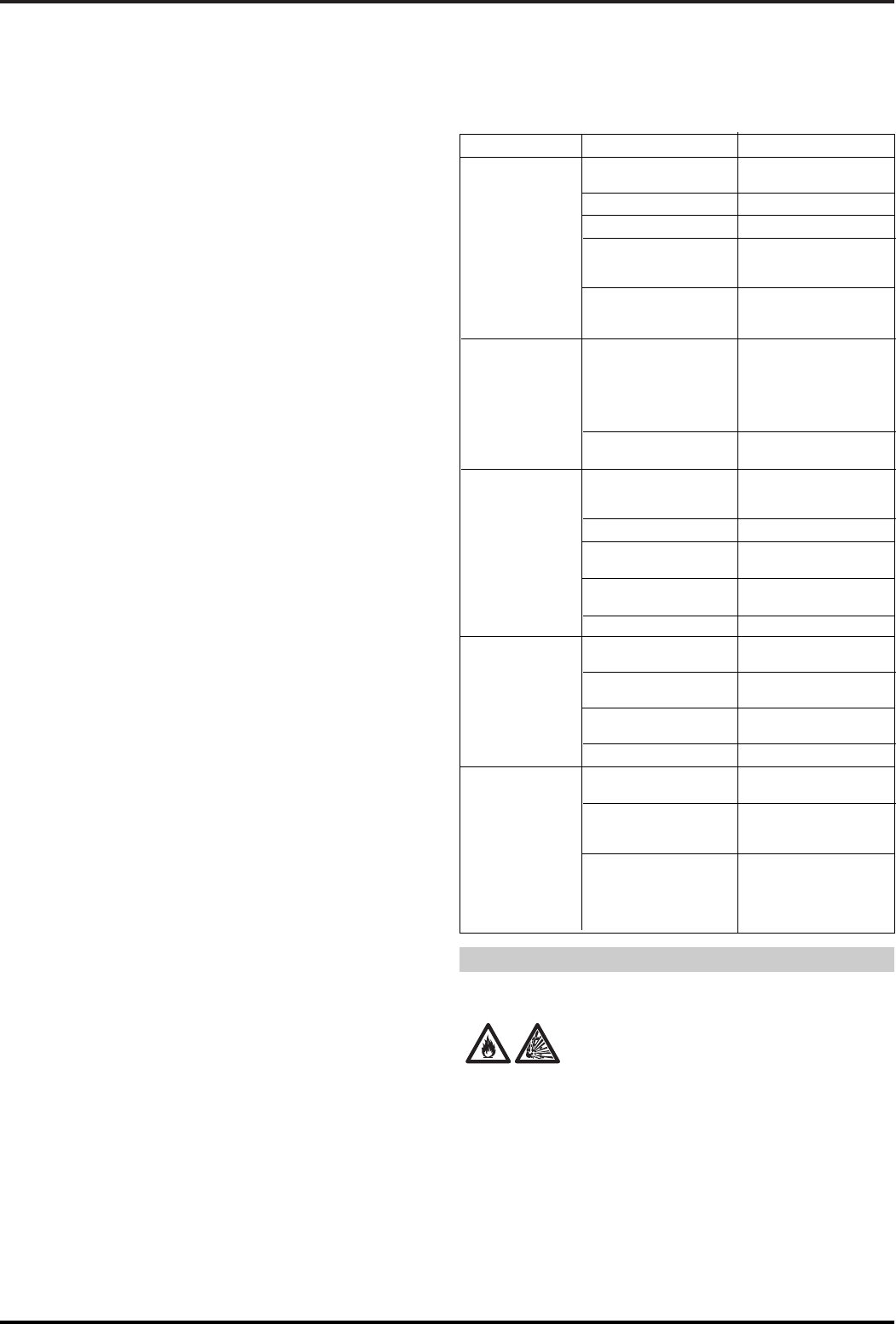
6.3 PANNES D’EMPLOI
7 PRECAUTIONS GENERALES.
7.1 Feu.
l Eviter que le feu ne se déclare par suite
d’étincelles et de scories chaudes ou de
corps incandescents.
l S’assurer que des dispositifs appropriés contre l’incen-
die soient disponibles près de la zone de soudage.
l Enlever de la zone de soudure et de la zone environ-
nante (10 mètres au moins) les matériaux inflammables et
les combustibles.
l Ne pas effectuer de soudure sur les récipients de com-
bustible et de lubrifiant, même s’ils sont vides. Ces réci-
pients doivent être attentivement nettoyés avant d’être
soudés.
l Laisser refroidir le matériau soudé avant de le toucher
ou de le mettre en contact avec des matériaux combusti-
INCONVENIENT
Le débit de courant
est limité
Soudage avec plu-
sieurs giclées de
métal
Le fil n’avance pas
ou avance irréguliè-
rement
Le fil se bloque et
s’entortille entre les
rouleaux et le guide-
fil d’entrée dans la
torche
Porosité dans le
cordon de soudure
CAUSE PROBABLE
Le fusible de la ligne est
grillé
Diode ou diodes grillées
Circuit de contrôle grillé
Connexions de la torche ou
de la masse ou toute autre
connexion desserrées
Le contact au commuta-
teur de régulation du cou-
rant de soudage est faible
Réglage erroné des
paramètres de soudage
Connexions de masse
insuffisantes
Rouleau d’entraînement
du fil doté d’une gorge
trop large
Gaine obstruée ou bouchée
Rouleau presse-fil non
serré à fond
Friction du porte-bobine
trop serré
Buse gaz obstruée
Buse gaz d’un diamètre
erroné
La gorge du rouleau n’est
pas correctement alignée
La canette n’est pas en
position
Gaine obstruée ou bouchée
Insuffisance du gaz de
protection
Bords à souder excessive-
ment oxydés
Buse gaz partiellement ou
totalement obstruée par
les glicées
REMEDE
Remplacer le fusible.
Remplacer
Remplacer
Serrer toutes les
conexions
Remplacer le commutateur
Rechercher les paramètres
exacts en agissant sur le
po- tentiomètre de la ten-
sion de soudage et sur le
potentio- mètre de la vites-
se du fil
Contrôler l’efficacité des
connexions
Remplacer le rouleau
L’extraire et la nettoyer
Le serrer à fond
Desserrerle en agissant
sur le réglage
La remplacer
La remplacer
L’aligner
L’approcher le plus possible
du rouleau qui entraîne le fil
L’extraire et la nettoyer
Augmenter le débit de gaz
Nettoyer soigneusement
avec une brosse métallique
les bords à souder
La démonter et la nettoyer
ou bien la remplacer en
ayant soin de ne pas
obstruer les orifices de
sortie des gaz