



















au mur ou à tout autre support fixe pour
éviter qu’elle ne tombe. Lire,
comprendre et suivre toutes les
avertissements et dans les instructions
de sécurité pour le gaz comprimé et
l’équipement.
REMARQUE: Le gaz n’est pas nécessaire
si le fil fourré de flux est utilisé.
TYPES DE GAZ
Il y a trois types de gaz populaires pour
le soudage à l’arc avec gaz; 100% argon,
un mélange de 75% argon et 25% gaz
carbonnique (C25) ou 100% gaz
carbonnique.
Utiliser
SEULEMENT le type de gaz recommandé
pour votre soudeur. Utiliser SEULEMENT
un gaz inerte, ininflammable. Le non-
respect de ces indications mènera à une
situation très dangereuse.
Pour le soudage d’acier générale, un
mélange 75/25 est recommandé Pour le
soudage d’aluminium, utiliser 100%
argon. Tous types de bouteilles sont
disponibles chez votre fournisseur de
matériaux de soudage. Fixer la bouteille
en place pour éviter qu’elle ne tombe.
Obtenir le type exact de gaz. Le gaz
utilisé dans toute application de
soudure pour votre appareil doit être
d’un TYPE INERTE, ININFLAMMABLE.
Vous pouvez obtenir le type de gaz
nécessaire de tout distributeur local de
gaz de soudure (souvent dans les pages
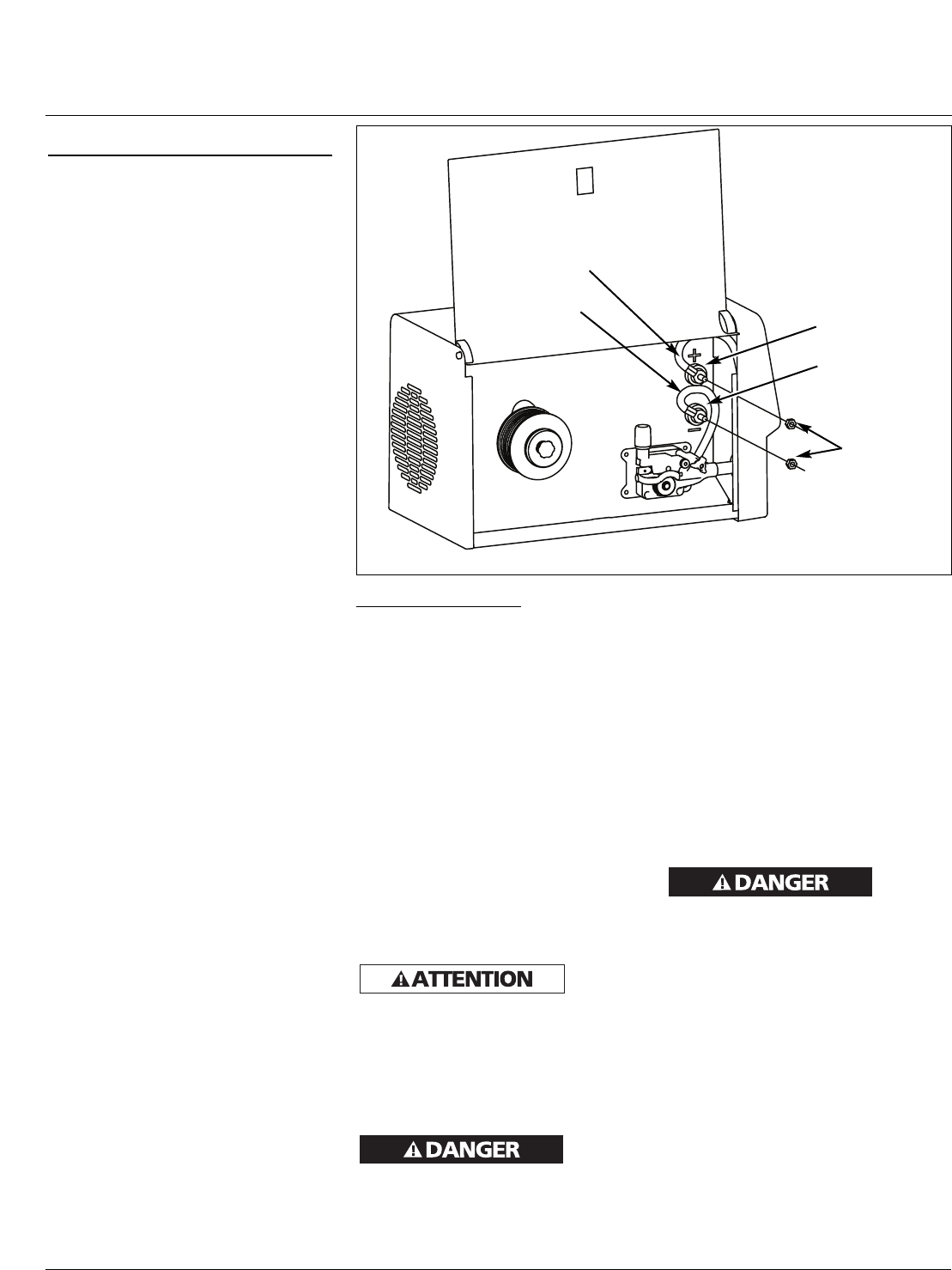
Pour changer la polarité (voir la figure 4)
1. Débrancher le cordon
d’alimentation de la prise.
2. Ouvrir la porte du compartiment
d’acheminement du fil.
3. Retirer deux écrous des goujons de
polarité.
4. Brancher le câble du tablier
d’entraînement au goujon positif et
le câble de la pince de travail au
goujon négatif de la polarité
positive de l’électrode pour la
soudure MIG. Brancher le câble du
tablier d’entraînement au goujon
négatif et le câble de la pince de
travail au goujon positif de la
polarité négative de l’électrode
pour la soudure à fil fourré.
5. Réinstaller les deux écrous et bien
resserrer.
Si les
écrous
ne sont pas bien resserrés, cela pourrait
provoquer une chaleur excessive de la
connexion desserrée et les isolateurs des
goujons seront endommagés.
Préparation Pour Le Gaz
Protecteur (SEULEMENT WG2160
ET WG2164)
La manipulation et l’entretien incorrect
des bouteilles de gaz comprimé et des
régulateurs peuvent résulter en
blessures graves ou perte de vie!
Toujours bien fixer les bouteilles de gaz
l’intérieur et en tournant dans le
sens horaire d’un quart de tour.
5. Tenir le fil et couper le fil du bout de
la bobine. Ne pas permettre que le
fil se démêle. S’assurer que le bout
du fil soit droit et sans ébarbures.
6. Faire passer le fil dans le guide de fil,
sur la rainure du rouleau
d’entraînement et dans la chemise de
fil du chalumeau. Rabattre le bras et
relever le bouton de tensionnement.
Ajuster la tension en tournant le
bouton de tensionnement.
7. Dévisser l’embout et la pointe de
contact de l’extrémité du chalumeau
de soudure (voir figure 3). Brancher
le soudeur dans une bonne prise
d’alimentation de courant.
8. Mettre le soudeur en marche et régler
la vitesse du fil à 10. Activer la gâchette
du chalumeau jusqu’à ce que le fil
dépasse l’extrémité du chalumeau.
Mettre le soudeur hors circuit.
9. Glisser avec soin la pointe de contact
sur le fil, visser la pointe dans le
chalumeau et réinstaller l’embout (voir
figure 3). Couper le fil à environ 1/4 po
(0,635 cm) de l’extrémité de la buse.
FACTEUR D’UTILISATION/PROTECTION
THERMOSTATIQUE
Le facteur d’utilisation de soudage est le
pourcentage du temps de soudage actuel
qui peut se faire dans un interval de dix
minutes. Par exemple, à un cycle de
service de 20 %, la soudure réelle se fait
pendant deux minutes, puis le soudeur
doit refroidir pendant huit minutes.
Les composants internes de ce soudeur
sont protégés de toute surchauffe par
un interrupteur thermique
automatique. Un voyant rouge
s’allume sur le panneau avant si le
cycle de service est dépassé. Ne pas
éteindre l’appareil. Ceci permettra au
ventilateur interne de refroidir
rapidement l’appareil. Les opérations de
soudure peuvent continuer lorsque le
voyant rouge n’est plus allumé.
POLARITÉ (SEULEMENT WG2160
ET WG2164)
Le fil de soudure MIG exige une
polarité électrique d’électrode positive.
Le fil de soudure fourré exige une
polarité électrique d’électrode négative.
Toujours utiliser la polarité recommandée
par le fabricant du fil de soudure.
Le soudeur est réglé en usine pour un
fil de soudure fourré.
17 Fr
Montage (Suite)
Figure 4 - Contrôle de polarité
Câble de masse
Écrous de laiton
Câble de tablier
d’entraînement
Goujon positif
Goujon négatif
REMARQUE : La figure
illustre la polarité négative
de l’électrode (typique pour
soudage à fil fourré de flux).
Inverser les fils pour la
polarité positive de
l’électrode (typique pour
soudage MIG).
Modèles WF2150, WF2154,
WG2160 et WG2164