



















d’utiliser le fil solide AWS ER70S6 ou le
fil fourré de flux AWS E71T-GS.
CHANGEMENT DE TAILLE DE FILS
Ce soudeur est configuré pour un fil de
0,8 mm (0,030 po). Si l’on utilise une
taille de fil différente, le rouleau
entraîneur d’acheminement du fil et la
pointe de contact devront peut-être
être changés. Il y a deux rainures dans
le rouleau entraîneur. La petite rainure
est pour le fil MIG de 0,6 mm (0,024 po)
et la plus large pour le fil fourré de
0,8 à 0,9 mm (0,030 à 0,035 po) et le fil
MIG. Tourner le bouton de tension vers
le bas et tourner le bras vers le haut.
Retirer le support de rouleau en
retirant deux vis, et tourner le rouleau
d’entraînement pour sélectionner la
bonne rainure. La pointe de contact
doit aussi être selon le diamètre de fil
utilisé. Le diamètre de la pointe est
marquée sur la pointe en pouces et/ou
en millimètres.
19 Fr
Remplacement du câble
d’alimentation
1.Verifier que le soudeur soit hors circuit
(OFF) et le cordon d’alimentation soit
débranché.
2.Retirer le panneau du côté soudure pour
exposer les interrupteurs.
3.Débrancher les fils du cordon
d’alimentation selon le diagramme à
l’intérieur de l’appareil.
4.Débrancher le fil de masse branché à la
base du soudeur.
5.Desserrer les vis du réducteur de tension
du cordon et sortir le réducteur.
6.Installer le nouveau cordon dans l’ordre
inverse et selon le diagramme à
l’intérieur de l’appareil.
Entretien (Suite)
Directives De Soudage
Principes Du Soudage à L’Arc
Six techniques de base affectent la
qualité de soudure. Les voici : sélection
du fil, réglage de chaleur, angle de
soudure, vitesse du fil, vitesse de
déplacement et rallonge d’électrode.
La compréhension de ces méthodes est
nécessaire afin d’atteindre une soudure
efficace.
RÉGLAGE DE CHALEUR
La chaleur correcte nécessite un
ajustement du soudeur au réglage
exigé. La chaleur ou la tension est réglée
par un interrupteur sur le soudeur. Le
réglage de la chaleur utilisé dépend sur
la taille (diamètre) et du type de fil, la
position de la soudure et l’épaisseur de
l’objet. Se référer aux spécifications
indiquées sur le soudeur. Il est
recommandé que le soudeur se pratique
sur des morceaux de métal afin d’ajuster
les réglages, et comparer les soudures
avec la Figure 7.
Généralités
Le modèle WF2150 et WF2154 peut être
utilisé avec le procès de soudure à l'arc
avec fil fourré (FCAW). Le modèle
WG2160 et WG2164 peut être utilisé
avec le procès de soudure à l’arc avec fil
fourré (FCAW) ou de soudure à l’arc sous
protection gazeuse (GMAW). La soudure
doit être protégée (enrobée) des
contaminants dans l’air tandis qu’elle est
en fusion. Le procédé FCAW utilise un fil
tubulaire avec un enrobage à l’intérieur.
L’enrobage crée un gaz de protection
lorsqu’il est fondu. Le procédé GMAW
utilise un gaz inerte pour protéger la
soudure en fusion.
Quand le courant est produit par un
transformateur (machine à souder) et
passe à travers du circuit à un fil de
soudage, un arc est produit entre le bout
du fil à soudage et l’objet de travail. Cet
arc fond le fil et l’objet. Le métal fondu
du fil à soudage s’écoule dans le cratère
fondu et produit un adhérance avec
l’objet de travail indiqué ci-dessous
(Figure 5).
TYPE ET TAILLE DE FILS
Le choix correct du fil comprend une
variété de facteurs telles que la position
de soudage, le matériel de l’objet de
travail, l’épaisseur et la condition de la
surface. L’American Welding Society,
AWS, a organisé certaines exigences
pour chaque type de fil.
FIL FOURRÉ DE FLUX
E - 7
0 T
- GS
AWS E71T-GS ou E71T-11 sont
recommandés pour ce soudeur.
FIL SOLIDE
ER - 70 S - 6
ER-70S6 est recommandé pour ce soudeur.
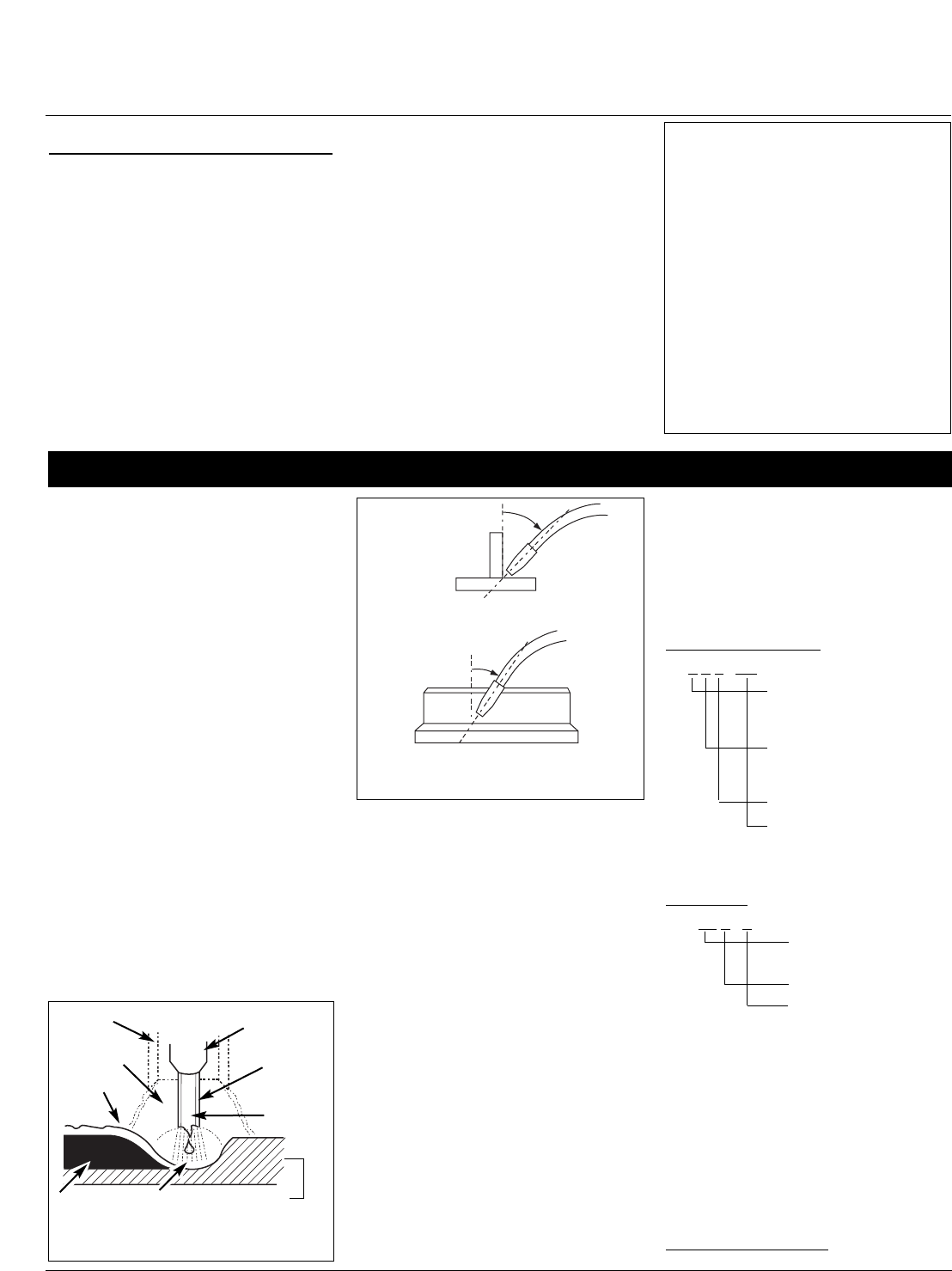
ANGLE DE SOUDURE
L’angle de soudure est l’angle de la buse
pendant le soudage. L’utilisation de
l’angle correct assure la pénétration et la
formation du cordon de soudure exigé.
L’angle de soudure est très important
pour les positions de soudure différentes
afin de produire une bonne soudure.
L’angle de soudure comprend deux
positions - l’angle de déplacement et
l’angle de travail.
L’angle de déplacement
est l’angle situé
dans la ligne de la soudure et peut varier
Rigidité de la soudure x
10,000 livres par pouce
carrés.
Positions de soudure (0
pour plate ou horizontale,
1 pour les autres positions)
Fil fourré en flux tubulaire
Type de flux
Rigidité de la
soudure x 1,000 PSI
Fil Solide
Composition du fil
Scorie
Fil
Flux (sans
gaz
seulement)
Objet de
travail
Gaz
Protecteur
Pointe de
contact
Cratère
Buse
Figure 5 - Parties de soudage
Soudure
ANGLE DE DÉPLACEMENT
ANGLE DE SOUDURE
5º - 45º
5º - 45º
Figure 6 - Angle de soudure
Modèles WF2150, WF2154,
WG2160 et WG2164