



















ventilación tanto al frente como en
la parte posterior de la unidad. Esta
área de ventilación se debe
mantener libre de obstrucciones.
● Guarde los electrodos y el metal de
aportación en una ubicación limpia,
seca y con un bajo nivel de humedad.
● El panel de control de la soldadora
contiene información con respecto a
la entrada correcta de voltaje y
amperaje. Siga las especificaciones
que se encuentran en el panel
frontal de la soldadora.
● El tomacorrientes que use para
conectar la soldadora debe estar
conectado a tierra adecuadamente y
la soldadora debe ser el unico
artefacto conectado a este circuito.
Los componentes de la
soldadura TIG (que no se
incluyen con su soplete TIG
WT6100) son:
1. Una fuente de corriente constante
como por ejemplo una soldadora de
arco Arcitech 110 de tecnología
invertida.
2. Un tanque de gas de protección de
argón al 100%
3. Un regulador de argón con las
conexiones adecuadas desde el
regulador al soplete TIG.
4. Metal de aportación
5. Equipo de seguridad adecuado
como casco y guantes para soldar.
Preparación:
Conexión del soplete a la fuente de
energía: el soplete WT6100 se
proporciona con un enchufe Dinse de
conexión rápida en el receptáculo
NEGATIVO (-) de la fuente de energía.
La pinza de trabajo se enchufa en el
receptáculo POSITIVO (+) de la fuente
de energía.
Se selecciona un valor de amperaje de
salida de calor inicial basándose en el
espesor del acero a ser soldado (ver la
tabla a continuación).
Se conecta el gas de protección 100%
argón al soplete a una velocidad
regulada de 15 - 30 pies cúbicos por
hora (cfh). Si tiene muy poco gas, verá
porosidad en su soldadura. Un flujo
demasiado abundante es un gasto inútil
de gas.
El metal de aportación se aplica a la
soldadura TIG mediante alimentación
manual como se hace con la soldadura
con llama oxiacetilénica. El metal de
aportación debe coincidir con el
material que está soldando. Para soldar
acero dulce, use una varilla de acero sin
enchapar como por ejemplo Welco W-
1200, AWS A5.2-69, clase RG60, o
alambre MIG E70S-6. El diámetro del
metal de aportación está basado en el
espesor del material a ser soldado (Ver
tabla).
Los electrodos de tungsteno vienen en
una variedad de composiciones y
tamaños. Como la soldadora Arcitech
110 con soplete WT6100 es una
soldadora TIG de CC, se deben usar
únicamente electrodos de tungsteno
toriado al 2%. Estos electrodos tienen
una marca de identificación roja. El
diámetro del electrodo está
determinado por el grosor del material
a ser soldado (ver tabla).
EL DIÁMETRO DE LA BOQUILLA Y
DEL CUERPO DE LA BOQUILLA
DEBEN CORRESPONDER CON EL
DIÁMETRO DEL ELECTRODO DE
TUNGSTENO.
Antes de instalar el electrodo de
tungsteno debe pulir un punto en el
extremo de soldar del electrodo. Se
prefiere un punto de 15 - 30 grados. Es
importante pulir el punto haciendo que
20 - Sp
Manual de instrucciones
Soplete de soldadura por arco GTAW
Diámetro del Diámetro del
Grosor del acero electrodo de tungsteno alambre de aportación Amp. CC
Pulgadas Pulgadas Milímetros Pulgadas Milímetros Ajuste
0,020" - 0,040" 0,020" 0.5 1/16" 1,6 2 - 20
0,040" - 1/16" 0,040" 1 1/16" 1,6 10 - 75
1/16" - 1/8" 1/16" 1,6 1/16" 1,6 60 - 150
1/8" - 3/16" 5/64" 2 3/32" 2,4 100 - 200
3/16" - 1/4" 3/32" 2.4 1/8" 3,2 170 - 250
Tabla de selección de insumos TIG
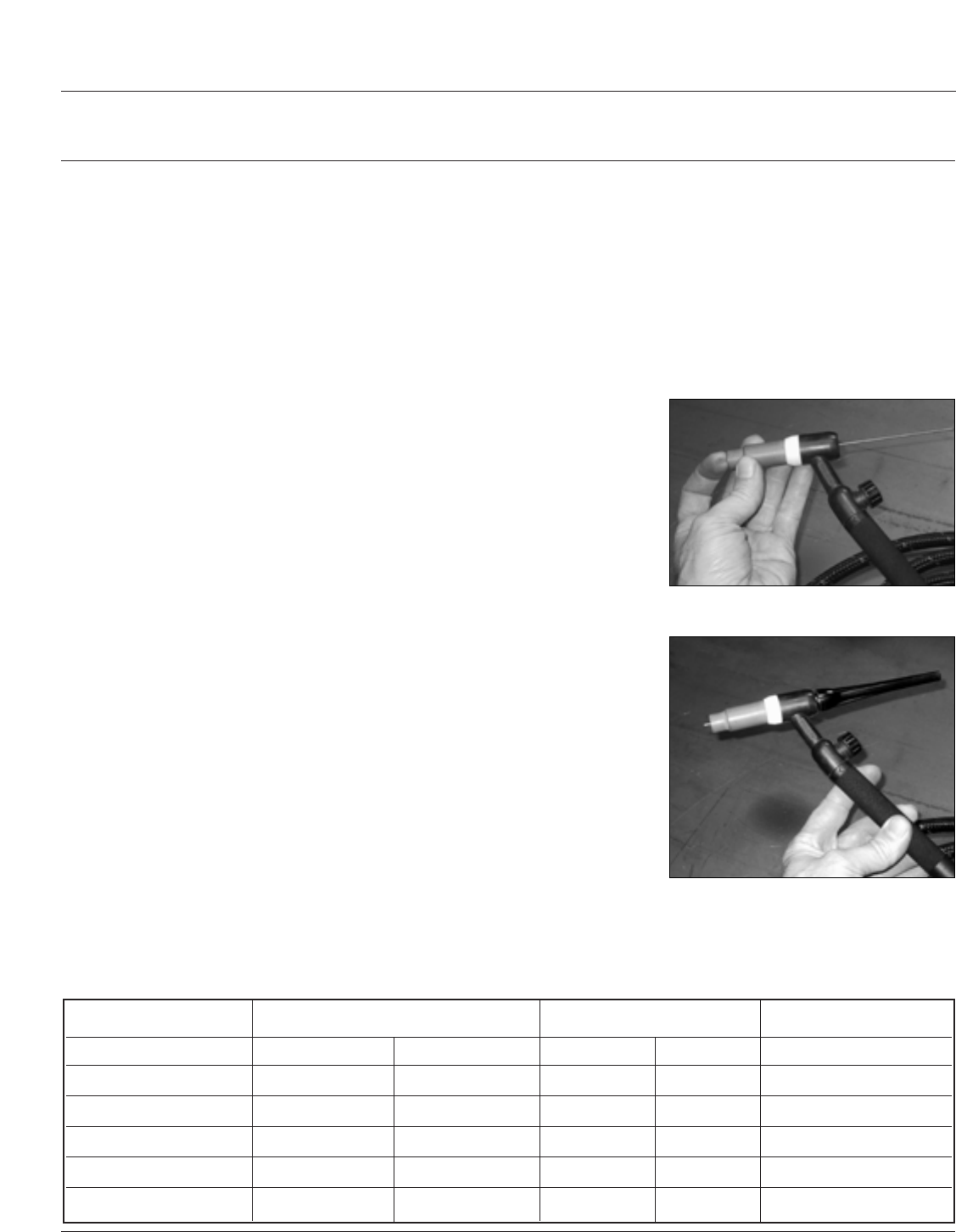
Figura 4 - El tungsteno debe sobresalir
0,5 cm (3/16”)
Figura 5- Instale capuchón trasero