



















las marcas de pulido queden a lo largo
en lugar de hacerlo en la dirección del
diámetro.
Instale manualmente el electrodo de
tungsteno en el soplete apretando
primero el cuerpo de la boquilla y
luego el capuchón trasero. Instale el
electrodo de modo que el extremo
afilado sobresalga de la boquilla
aproximadamente 0,5 cm (3/16").
Consejos previos a la
soldadura TIG:
La soldadura TIG es mucho más difícil
de aprender que otros procesos para
soldar. Tener una vasta experiencia con
un soplete de llama oxietilénica
ayudará en gran forma para aprender
la soldadura TIG.
LIMPIE el área a soldar. La limpieza es
un requisito fundamental. El metal de
base nunca estará demasiado limpio.
Con el proceso TIG no existe un
fundente para eliminar las impurezas
hacia la superficie.
Corte las varillas del metal de
aportación a longitudes menores para
lograr un mejor control. El metal de
aportación TIG generalmente viene en
largos de 91 cm (36 pulg.) Es mucho
más fácil manejarlos si son de 45 ó 30
cm (18 ó 12 pulg.). Limpie el metal de
aportación con alcohol y un paño
blanco limpio. La suciedad y el polvo
contaminan una soldadura.
La soldadura TIG produce menos luz
que otros procesos de soldadura de
arco, pero aún debe usar lentes oscuros
para soldar para proteger sus ojos.
Colóquese en una posición cómoda
para soldar. Sentado con sus brazos
apoyados en una mesa de soldar o en
la pieza de trabajo.
Establecimiento de un arco:
Encienda la soldadora y las válvulas de
gas en el tanque de gas, el regulador y
el soplete.
Apoye la boquilla del soplete en el
metal de base a ser soldado sin que el
electrodo de tungsteno toque el metal
de base.
Gire el soplete de modo que el
electrodo de tungsteno toque
suavemente el metal de base y
levántelo inmediatamente o gírelo
separándolo al encenderse el arco.
Mantenga el tungsteno a una distancia
de 0,3 - 0,5 cm (1/8 - 3/16 pulg.) de la
pieza de trabajo mientras mantiene el
arco.
A medida que el metal se caliente, se
volverá una masa líquida fundida de
color anaranjado brillante. Sumerja la
varilla del metal de aportación en esta
masa fundida para agregar el metal de
aportación.
Consejos mientras realiza la
soldadura TIG:
Siempre deje que la varilla del
metal de aportación sea derretida
por la masa fundida. NO por el
soplete.
Nunca deje que el electrodo de
tungsteno caliente toque la masa
fundida. El acero fundido será
absorbido por el tungsteno,
contaminando así el electrodo.
Cuando contamine el tungsteno con
acero, deje de soldar y vuela a pulir el
punto del electrodo eliminando la
contaminación del acero.
Cuando haga un orificio a través del
metal de base, pare de soldar y deje
que la soldadura de enfríe antes de
reiniciar el arco.
Antes de realizar una soldadura TIG
importante, practique en una pieza de
prueba. La soldadura TIG es un arte, y
la práctica mejora la calidad. Se siente
mucha satisfacción personal al
dominar este proceso de soldar y
observar una soldadura perfecta.
Modelo WT6100
21 - Sp
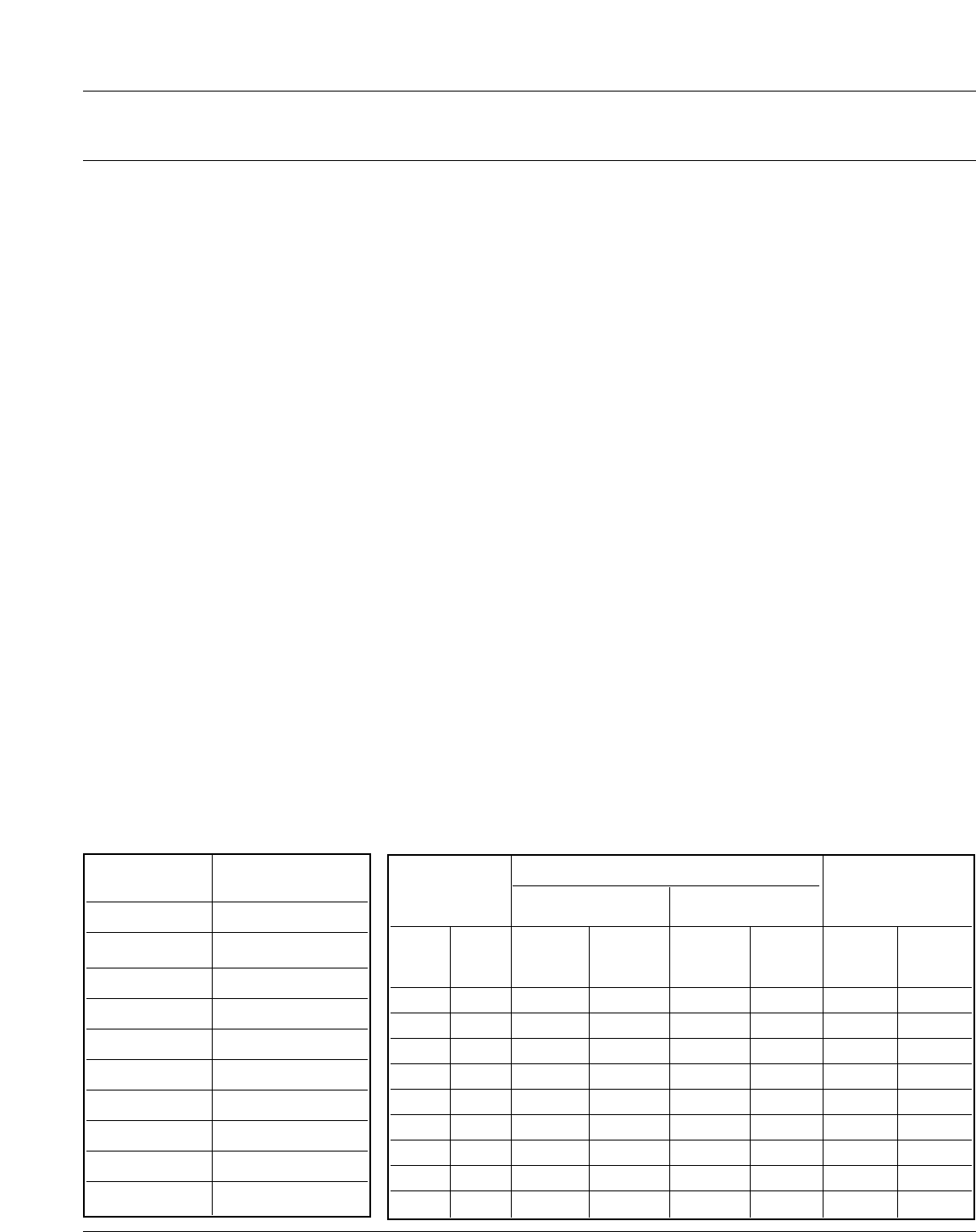
Color de
identificación
Óxido
Verde Ninguno
Azul 0,4% ThO
2
Amarillo 1,0% ThO
2
Rojo 2,0% ThO
2
Violeta 3,0% ThO
2
Anaranjado 4,0% ThO
2
Marrón 0,3% ZrO
2
Blanco 0,8% ZrO
2
Negro 1,0% LaO
2
Gris 2,0% CeO
2
Identificación del electrodo TIG
Parámetros TIG recomendados para electrodos opcionales
Diámetro del Corriente directa (amp.)
electrodo Electrodo de Electrodo de (amp.) Corriente alterna
polaridad negativa polaridad positiva
Tungsteno Tungsteno Tungsteno
(pulg.) (mm) Tungsteno con Tungsteno con Tungsteno con
puro óxidos puro óxidos puro óxidos
0,02 0,5 2-20 2-20 N/A N/A 2-15 2-15
0,04 1,0 10-75 10-75 N/A N/A 15-55 15-70
1/16 1,6 40-130 60-150 10-20 10-20 45-90 60-125
5/64 2,0 75-180 100-200 15-25 15-25 65-125 85-160
3/32 2,4 130-230 170-250 17-30 17-30 80-140 120-210
1/8 3,2 160-310 225-330 20-35 20-35 150-190 150-250
5/32 4,0 275-450 350-480 35-50 35-50 180-260 240-350
3/16 5,0 400-625 500-675 50-70 50-70 240-350 330-460
1/4 6,3 550-875 650-950 65-100 65-100 300-450 430-575