



















14
OPERATING TIPS
STOCK FEEDING ANGLE
Some pieces, because of their dimensions, will need
to be fed into the machine at a 90-degree angle
(perpendicular to the drums). However, even a slight
offset angle of the stock will provide for more effective
stock removal. The optimum feeding angle is about
60-degrees. Angling the workpiece for stock removal
provides other advantages, such as less loading of
certain areas of the drums due to glue lines or mineral
streaks in the stock, more even wear of abrasive strips,
potentially faster feed rates, and lighter loads on the
motor. For the best final finish, however, the stock
should be fed with the grain on the final one or two
passes.
MULTIPLE-PIECE SANDING
When sanding multiple pieces simultaneously, make
sure to stagger (step) the pieces across the width of
the feed belt. Multiple pieces should also be of similar
thickness and this helps to ensure consistent contact
with the pressure rollers.
SANDING FACE FRAMES AND
RAISED PANEL DOORS
It is important to have the proper abrasive contact
when doing this type of sanding. If the machine is set
to take an excessive depth of cut, the result can be a
gouge or dip as the drum goes from sanding the rails
at full width to sanding just a few inches of width of the
stiles.
EDGE SANDING
When edge sanding, the sander will mimic the opposite
edge of the stock which is lying on the feed belt.
Because of this, it is important for the stock edge to
have been ripped at the proper angle to the face before
the sanding process. When edge sanding small stock,
clamp several pieces together to prevent them from
slipping on the feed belt.
The abrasive material you choose will have a
substantial effect on the performance of your sander.
Variations in paper type, weight, coating and durability
all contribute to achieving your desired finish.
As with any sanding operation, first begin sanding
with a coarser grit, depending on the roughness of
the stock or the amount of stock to be removed. Then
progressively work toward finer grits. This means if you
are using two different grits on your 31-481 Dual Drum
Sander, the coarser grit should always be placed on
the front drum.
The amount of stock to be removed is a major
consideration when initially choosing the grit grade.
Grits 36 and 60 are primarily designed for stock
removal; grits over 100 are primarily finishing grits
designed to remove the scratch pattern from the
previous grit used.
For best results, never skip more than one grit grade
when progressing through a sanding sequence.
For fine work, such as furniture, try not to skip any
grit grades during the sanding process. In general,
premium quality abrasives will produce a better finish
with a less noticeable scratch pattern.
CAUTION: Grits that are too fine can sometimes
burnish the wood and leave a glossy surface which will
not accept stains evenly. This will vary by type of wood.
Oak, for example, is susceptible to burnishing because
of its open pores.
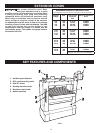
SELECTING THE PROPER ABRASIVES
READY-TO-CUT ABRASIVE
STRIPS
DESCRIPTION NORMAL USE
60 Grit Sandpaper surfacing and dimensioning
boards, trueing warped
boards
80 Grit Sandpaper surfacing, light dimensioning,
removing planer ripples
120 Grit Sandpaper light surfacing, minimal stock
removal
150 Grit Sandpaper finish sanding, minimal stock
removal
180 Grit Sandpaper finish sanding only, not for
stock removal
220 Grit Sandpaper finish sanding only, not for
stock removal.