


















Page 16SKU 45861 For technical questions, please call 1-800-444-3353.
40
80
40
120
a
80
b
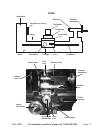
Threading rate portion of machine plate
for Inches
Lever
a
Lever
b
1 2 3 4 5 6 7 8 9
60 30 8 9 9.5 10 11 11.5 12 13 14
30 30 16 18 19 20 22 23 24 26 28
30 60 32 36 38 40 44 46 48 52 56
40
80
40
127
a
120
b
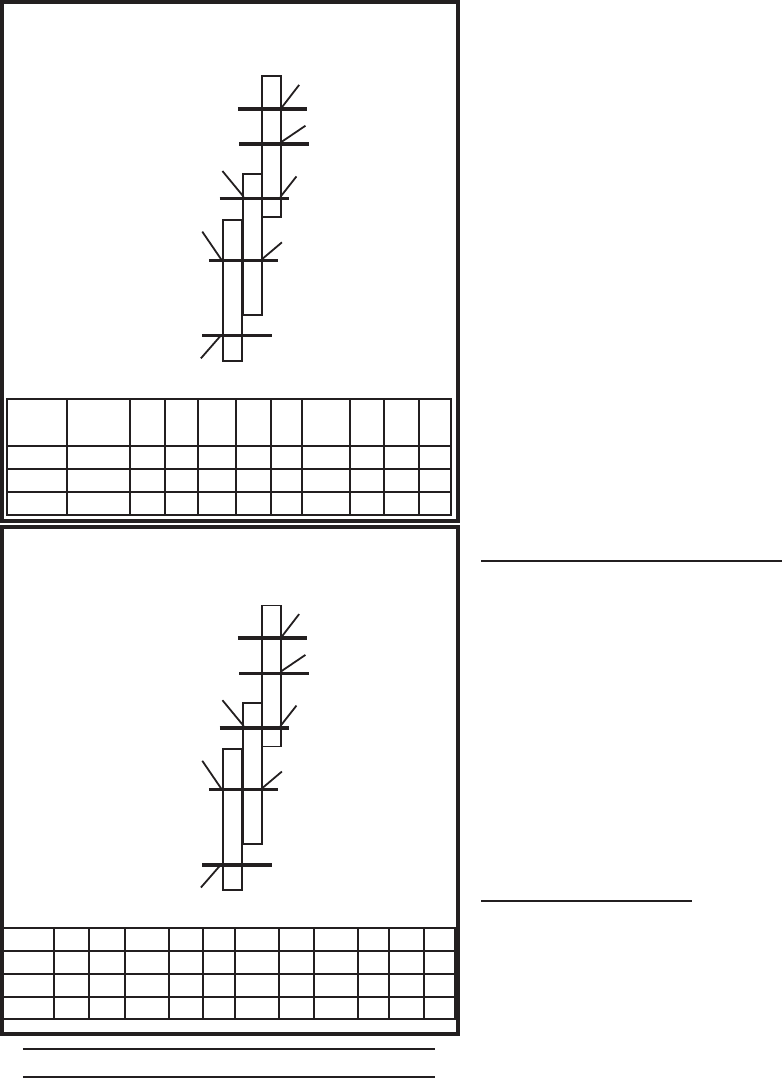
Threading rate portion of machine plate
for Millimeters
Lever
7 1 1 4 7 1 1 1 7 1 1
a 30 28 30 30 30 30 30 42 60 60 60
b 60 60 60 45 30 36 30 36 30 36 30
0.5 0.7 0.75 0.8 1 1.25 1.5 1.75 2 2.5 3
General Operating Instructions
Every ten hours of operation, lubri-
cate the lathe’s gears and ways with white
lithium grease, as directed in the Mainte-
nance Section of this manual.
The Lathe can perform a wide variety 1.
of operations; the purchase of refer-
ence materials, such as books about
machining or engineering tables, is
highly recommended.
If Lathe use requires a higher de-2.
gree of accuracy than supplied by
the standard set-up, have the Lathe
serviced by a qualied machinist.
Settings for the spindle, chuck, gibs, 3.
ways, and ends, will be determined
by the length of the stock and the
intended operation.
Turn the chuck by hand to make sure 4.
it rotates smoothly.
Plug the Lathe into a standard, 5.
grounded 120V electrical outlet.
General Milling Guidelines
When performing any operation with 1.
the Lathe it is best to proceed slowly
and make several passes.
A 1000th of an inch of movement 2.
yields a 2000th inch cut.
Use of a high-quality cutting uid (not 3.
included) will greatly aid in most mill-
ing processes.
Facing Operations
Facing is the process of removing
metal from the end of a workpiece to pro-
duce a at surface.
To safely perform a facing operation 1.
the jaws of the chuck must be as
close as possible to the end of the
workpiece. The workpiece should
not extend more than 2 or 3 times its
diameter from the chuck jaws unless
the steady rest is used to support the
end of the workpiece.