



















. A complete Parts List is available at www.HobartWelders.com
OM-926 Page 19
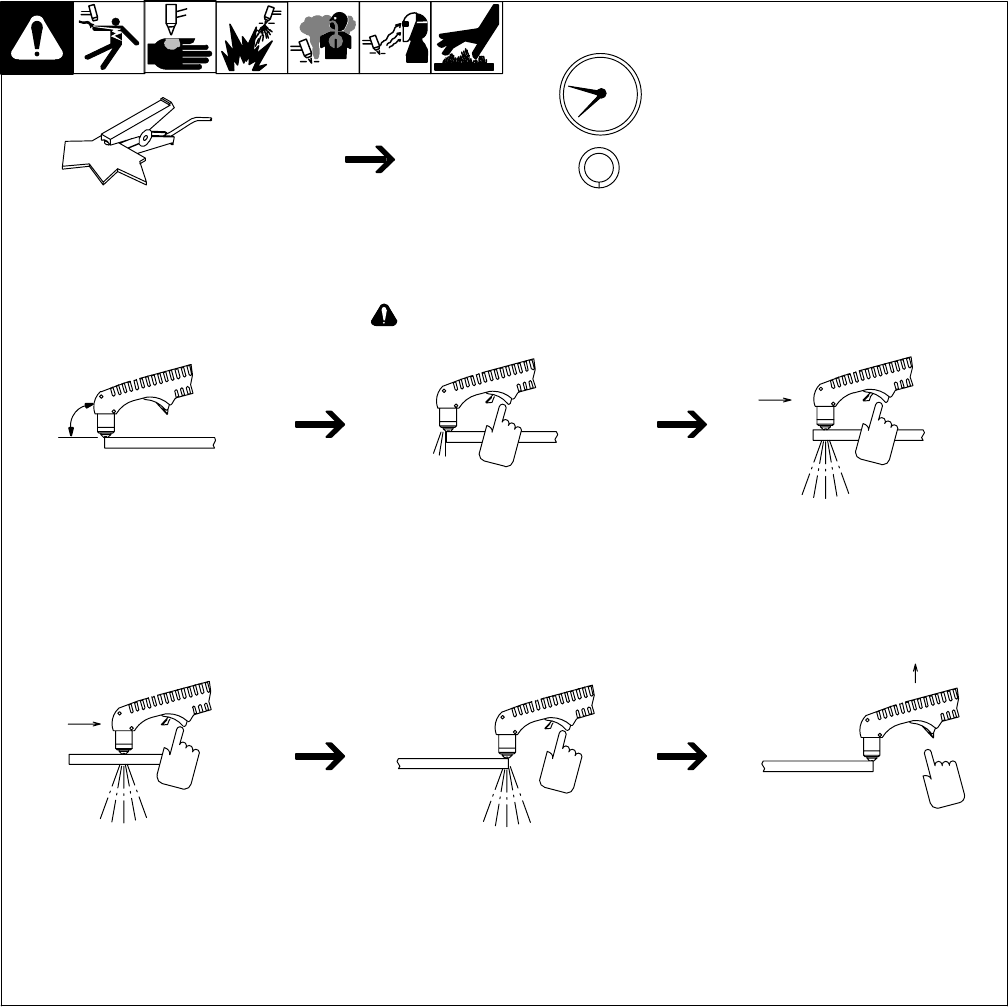
out bottom of cut.
801 400-B
5-5. Sequence Of Cutting Operation
After cutting arc starts, slowly
start moving torch across metal.
Adjust torch speed so
sparks go thru metal and
Pause briefly at end of
cut before releasing trigger.
Raise trigger lock and press
trigger. Pilot arc starts.
Postflow continues for approx. 20 seconds
after releasing trigger; cutting arc can be
instantly restarted during postflow by raising
trigger lock and pressing trigger.
The pilot arc starts immediately
when trigger is pressed.
For standard (shielded) cutting, place drag
shield on edge of metal. For extended
(non-shielded) cutting, use 1/8 in (3.2 mm)
standoff distance (dragging tip will reduce tip
life).
Connect work clamp to a clean, paint-free
location on workpiece, as close to cutting
area as possible.
. Set air pressure to 75 PSI (517 kPa) for cutting.
90°