



















2
2
Tailstock
If the handle will not lock the tailstock, follow
the procedure below :
1. Lower the handle to the unlocked position.
2. Slidethetailstocktoanareathatallows
access to the underside of the tailstock.
3. Tighten tailstock clamping bolt (underside
of tailstock) 1/4 turn. Test for proper
locking. Repeat as necessary.
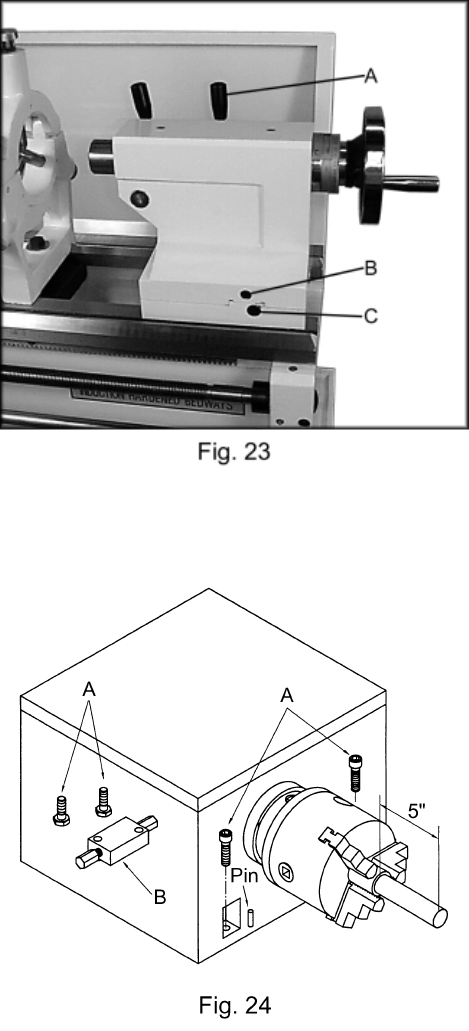
Tailstock Off-Set
Follow the procedure below to off-set the
tailstock to cut shallow tapers:
1. Lock tailstock in position by raising locking
handle (A, Fig. 23).
2. Alternately loosen and tighten two hex
socketcapscrews(B,Fig.23).
Tailstock Gibs
Take up play in the tailstock by tightening two
gib screws (C, Fig. 23) on either side of the
tailstock base.
Note: Do not over tighten. Excessive
tightening will lead to premature wear of the
gibs and mating parts.
Headstock Alignment
The headstock has been aligned at the factory
and should not require adjustment. However,
if adjustment is deemed necessary, follow the
procedure below to align the headstock:
1. Using a machinist's precision level on the
bedways, make sure the lathe is level side
to side and front to back. If the lathe is not
level, correct to a level condition before
proceeding. Re-test alignment if any
leveling adjustments were made.
2. From steel bar stock of approximately two
inches in diameter, cut a piece
approximately eight inches long.
3. Place two inches of bar stock into chuck
and tighten chuck. Do not use the
tailstock or center to support the other
end.