



















< 3 mm 18 2157
2 – 5 mm 10 / 14 2156
4 – 8 mm 8 / 12 2155
> 6 mm 6 / 10 2154
Fig 5
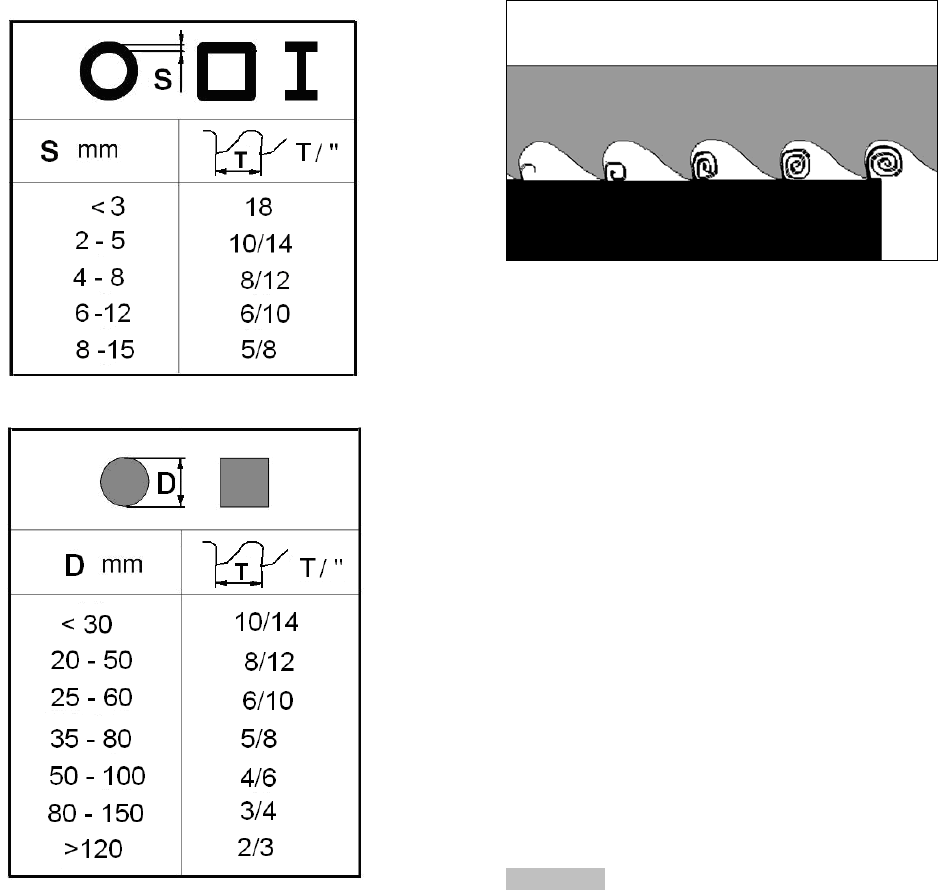
Fig 6
REMARQUE
1. La denture 10/14 (dents par pouce) donne en général de
bonnes coupes avec les tubes et profilés en double-T ou
I en fer sur des parois d‘une épaisseur courante ou
réduite.
2. Les matériaux à section rectangulaire doivent de
préférence être attaqués par le côté étroit. Le choix de la
denture (c‘est-à-dire le nombre des dents par pouce) doit
garantir que trois dents au moins sont simultanément en
contact avec la pièce. Si le profil du côté étroit s‘avère
trop faible, c‘est le côté large qui doit être placé face au
ruban, et l‘on choisira alors une denture de lame moins
fine.
Il est nécessaire d'utiliser une denture grossière (“T”)
pour fraiser des grosses coupes transversales afin de
pouvoir expulser les gros copeaux (Fig 7).
Fig 7
Choix de la vitesse de coupe
Appliquer la règle suivante : plus la matière est dure,
moins la coupe doit être rapide.
20 m/min
Pour acier fortement allié et bronze à coussinets.
30-50 m/min
Pour acier faiblement allié, laiton dur ou bronze.
65 m/min
Pour laiton doux, aluminium et matières plastiques.
GRAISSAGE DU RUBAN
Pour une longue durée de vie du ruban, il est conseillé
de graisser le ruban régulièrement avec une graisse de
sciage pour métaux (Art. 100103).
ATTENTION
Certains matériaux tels que l‘inox ou l‘aluminium
réclament des huiles spécifiques.
9. Entretien
Les travaux d‘entretien les plus importants sont indiqués
ci-après et classés en entretiens quotidiens,
hebdomadaires, mensuels et semestriels. Un mauvais
entretien, équivaut à une usure prématurée et une
diminution du rendement.
Entretien journalier
- Enlèvement des copeaux
- Vérification de l‘usure du ruban
- Soulèvement du bras afin d‘éviter la fatigue du ressort
de rappel
- Contrôle du fonctionnement des volets de protection et
du bouton d‘arrêt d‘urgence
23