


















D-2
MAINTENANCE
D-2
WELD-PAK 3200HD
GUN AND CABLE
MAINTENANCE
FOR MAGNUM™ 100L GUN
Gun Cable Cleaning
Clean cable liner after using approximately 300 lbs
(136 kg) of solid wire or 50 lbs (23 kg) of flux-cored
wire. Remove the cable from the wire feeder and lay it
out straight on the floor. Remove the contact tip from
the gun. Using low pressure air, gently blow out the
cable liner from the gas diffuser end.
Excessive pressure at the start may cause the dirt
to form a plug.
Flex the cable over its entire length and again blow
out the cable. Repeat this procedure until no further
dirt comes out.
Contact Tips, Nozzles, and Gun Tubes
1. Dirt can accumulate in the contact tip hole and
restrict wire feeding. After each spool of wire is
used, remove the contact tip and clean it by push-
ing a short piece of wire through the tip repeatedly.
Use the wire as a reamer to remove dirt that may
be adhering to the wall of the hole through the tip.
2. Replace worn contact tips as required. A variable
or “hunting” arc is a typical symptom of a worn con-
tact tip. To install a new tip, choose the correct size
contact tip for the electrode being used (wire size is
stenciled on the side of the contact tip) and screw it
snugly into the gas diffuser.
3. Remove spatter from inside of gas nozzle and from
tip after each 10 minutes of arc time or as required.
4. Be sure the gas nozzle is fully screwed onto the
diffuser for gas shielded processes. For the
Innershield
®
process, the gasless nozzle should
be screwed onto the diffuser.
5. To remove gun tube from gun, remove gas nozzle
or gasless nozzle and remove diffuser from gun
tube. Remove both collars from each end of the
gun handle and separate the handle halves.
Loosen the locking nut holding the gun tube in
place against the gun end cable connector.
Unscrew gun tube from cable connector. To install
gun tube, screw the locking nut on the gun tube as
far as possible. Then screw the gun tube into the
cable connector until it bottoms. Then unscrew (no
more than one turn) the gun tube until its axis is
perpendicular to the flat sides of the cable connec-
tor and pointed in the direction of the trigger.
Tighten the locking nut so as to maintain the proper
relationship between the gun tube and the cable
connector. Replace the gun handle, trigger and dif-
fuser. Replace the gas nozzle or gasless nozzle.
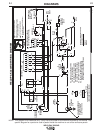
CONFIGURATION OF COMPONENTS IN WIRE FEEDING SYSTEM
Contact Tip Cable Liner Drive Roll
Components shipped with S19726-3 M16291-6 KP665-035
WELD-PAK 3200HD• .035” (0.9mm) .035” (0.9mm)
2 Smooth grooves
Small .023-.025 (0.6mm)
Large .030” (0.8mm)
K664-2 .035 (0.9mm) S24221-1 M18971-1 M19631
Aluminum or Stainless Kit* .035A (0.9mm) .035” (0.9mm)
• F0r 0.025 wire feeding use the included S19726-1 contact tip.
• If .030 Solid wire feeding is desired obtain an S19726-2 Contact Tip.
* It is important when changing between welding with steel wire and aluminum to exchange feeding components due to the lubricant applied to steel wire.
Failure to do so may result in contaminated welds when welding aluminum.
CAUTION