



















-9-
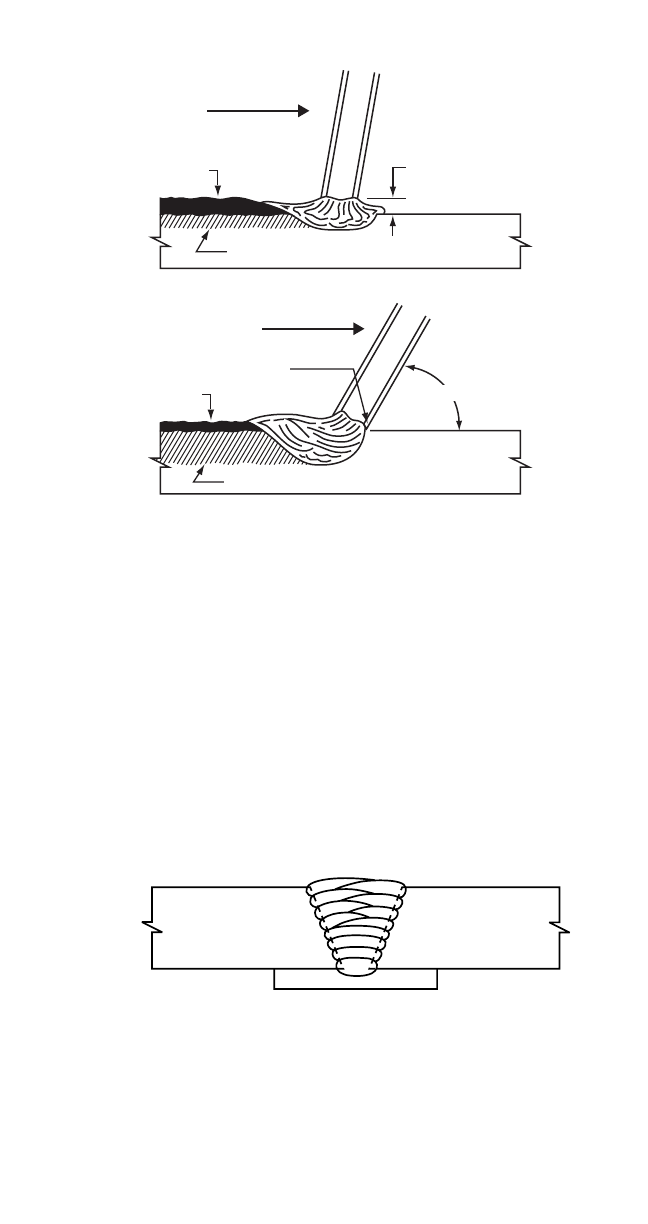
Travel fast, but not too fast for good slag coverage. Stay about
1/4” to 3/8” ahead of the molten slag. If travel speed is too slow,
a small ball of molten slag may form and roll ahead of the arc
causing erratic bead shape, spatter, and poor penetration.
Deep Groove Groove Welds – To hold the large pool of molten
weld metal from Jetweld electrodes, either a weld backing plate
or a root pass made with deep penetrating electrode (usually
E6010 or E6011) is required. Deposit Jetweld beads with a
stringer technique or a slight weave to obtain fusion to both
plates. Split weave welds are better than a wide weave near the
top of deep grooves. Size the second to last layer so the last
layer will not exceed a 1/16” buildup.
1/8" root gap between
electrode coating and plate
Slow travel
Fused metal
Plate
WRONG
Fast Travel
Fused metal
Electrode coating
touches plate lightly
Plate
RIGHT
60 to 80°
Slag
Slag