











4
AC Waveshape Controls
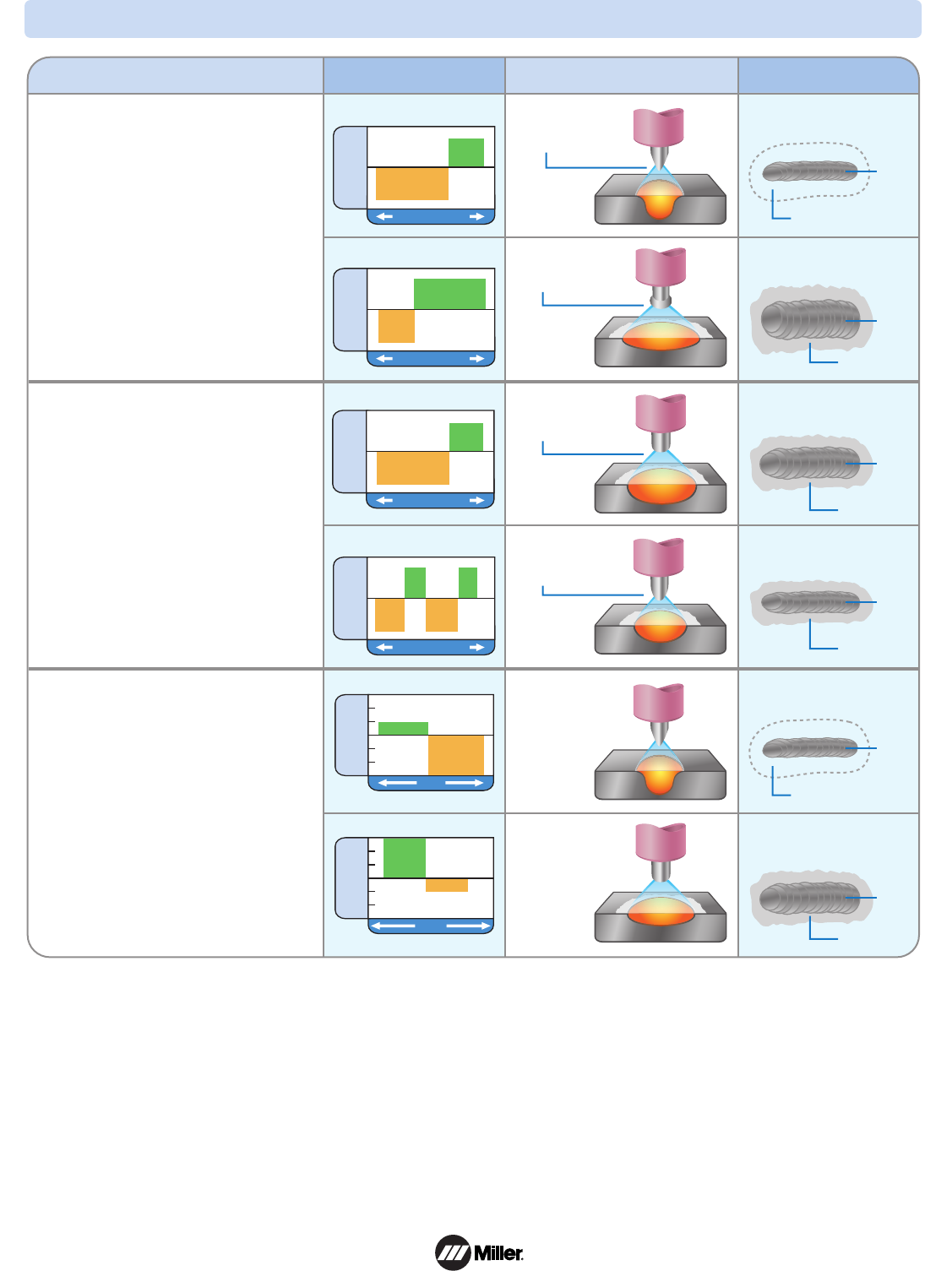
Feature Waveform Effect on Bead Effect on Appearance
0
Current
EN –
EP+
Time
0
Current
EN –
EP+
Time
Independent AC Amperage Control
Allows the EN and EP amperage values to be
set independently. Adjusts the ratio of EN to
EP amperage to precisely control heat input
to the work and the electrode. EN amperage
controls the level of penetration, while EP
amperage dramatically effects the arc cleaning
action along with the AC Balance control.
More current
in EP than EN:
Shallower
penetration
More current in
EN than EP:
Deeper penetration
and faster travel
speeds
Cleaning
Narrow bead, with no
visible cleaning
No Visible Cleaning
Bead
Wider bead and
cleaning action
Bead
Cleaning
Wider bead and
cleaning action
Bead
AC Frequency Control
Controls the width of the arc cone. Increasing
the AC Frequency provides a more focused arc
with increased directional control.
Note: Decreasing the AC Frequency softens the arc
and broadens the weld puddle for a wider weld bead.
Narrower bead for
fillet welds and
automated applications
Wider bead,
good penetration —
ideal for buildup work
Cleaning
Narrower bead and
cleaning action
Bead
AC Balance Control
Controls arc cleaning action. Adjusting the
% EN of the AC wave controls the width of
the etching zone surrounding the weld.
Note: Set the AC Balance control for adequate arc
cleaning action at the sides and in front of the weld
puddle. AC Balance should be fine tuned according to
how heavy or thick the oxides are.
Increases balling
action of the electrode
Reduces balling
action and helps
maintain point
Cleaning
Narrow bead, with no
visible cleaning
No Visible Cleaning
Bead
Wider bead and
cleaning action
Bead
0
Amperage
% EN
% EP
% EN
% EP
Time (1 AC Cycle)
Time (1 AC Cycle)
0
Amperage
30 – 50% EN
51 – 99% EN
Deep, narrow
penetration
Shallow
penetration
0
Amperage
% EN
% EP
% EN% EN
%
EP
%
EP
0
Amperage
120 Cycles per Second
60 Cycles per Second
Time (1 AC Cycle)
Time (1 AC Cycle)