











5
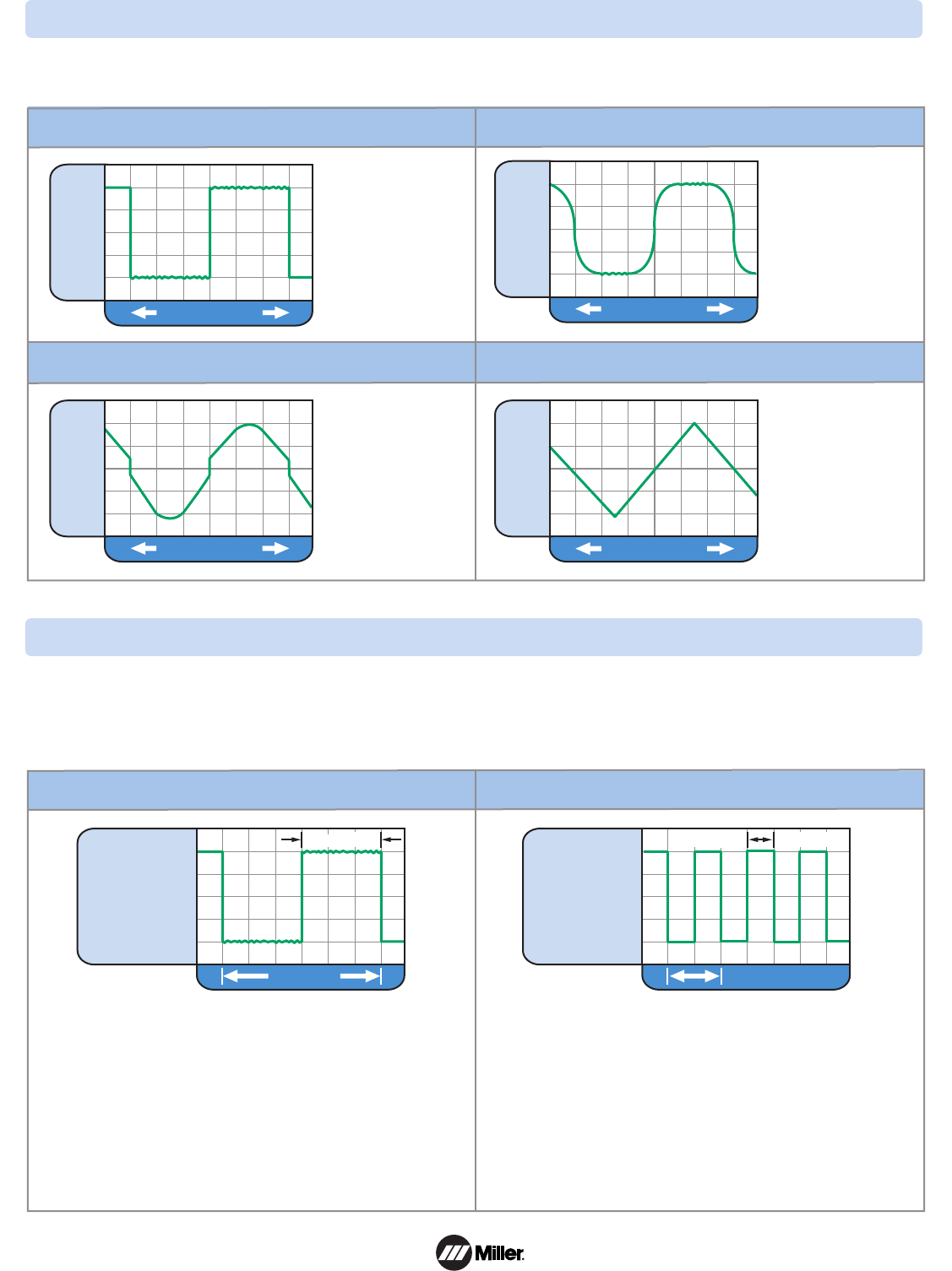
SINEWAVE TRIANGULAR WAVE
ADVANCED SQUAREWAVE SOFT SQUAREWAVE
AC Waveform Selection
Select from four different AC waveforms to optimize the arc characteristic for your application. Choose from:
High Speed DC TIG-Pulse Controls
• PPS Pulses per second (Hz): DC = 0.1 – 5,000 PPS / AC = 0.1 – 500 PPS
• % ON – % Peak Time: 5 - 95% (Controls the amount of time during each pulse cycle at the PEAK amperage.)
• Background Amps: 5 – 99% (Sets the low-pulse amperage value as a % of the Peak Amps.)
Fast transitions for
responsive and
dynamic arc.
0
Amps
Time (1 AC Cycle)
Square transitions
eliminate the need for
continuous HF, while
the sinewave peaks
soften the arc.
0
Amps
Unconventional wave
provides the punch of
the peak amperage,
while reducing overall
heat input. Quick puddle
formation reduces weld
time — limiting
heat
input and reducing
weld
distortion, especially
on thin materials.
0
Amps
All the benefits of
advanced square,
fine tuned to provide
a smooth, soft arc
with maximum
puddle control and
good wetting action.
0
(+)
(–)
(+)
(–)
(+)
(–)
(+)
(–)
Amps
CONVENTIONAL PULSED TIG HIGH SPEED PULSED TIG
Typically from 1 to 10 PPS. Provides a heating and cooling effect
on the weld puddle and can reduce distortion by lowering the
average amperage. This heating and cooling effect also produces a
distinct ripple pattern in the weld bead. The relationship between
pulse frequency and travel speed determines the distance between
the ripples. Slow pulsing can also be coordinated with filler metal
addition and can increase overall control of the weld puddle.
Peak
Amps
Background
Amps
(% of Peak)
In excess of 40 PPS, Pulsed TIG becomes more audible than visible —
causing increased puddle agitation for a better as-welded microstructure.
Pulsing the weld current at high speeds — between a high Peak and a
low Background amperage — can also constrict and focus the arc.
This results in maximum arc stability, increased penetration and
increased travel speeds (Common Range: 100 – 500 PPS).
The Arc-Sharpening effects of high speed pulsing are expanded to new
dimensions. The ability to pulse at 5,000 PPS further enhances arc
stability and concentration potential — which is extremely beneficial to
automation where maximum travel speeds are required.
Time (1 AC Cycle)
Time (1 AC Cycle)
Time (1 AC Cycle)
Pulse Cycle
Peak Time %
Peak
Amps
Background
Amps
(% of Peak)
Pulse Cycle
Peak Time %
AC Waveshape Controls (Continued)
Pulse TIG Controls