


















. A complete Parts List is available at www.MillerWelds.com
OM-4434 Page 24
SECTION 6 − OPERATING THE WELDING GENERATOR
4
1
3
6
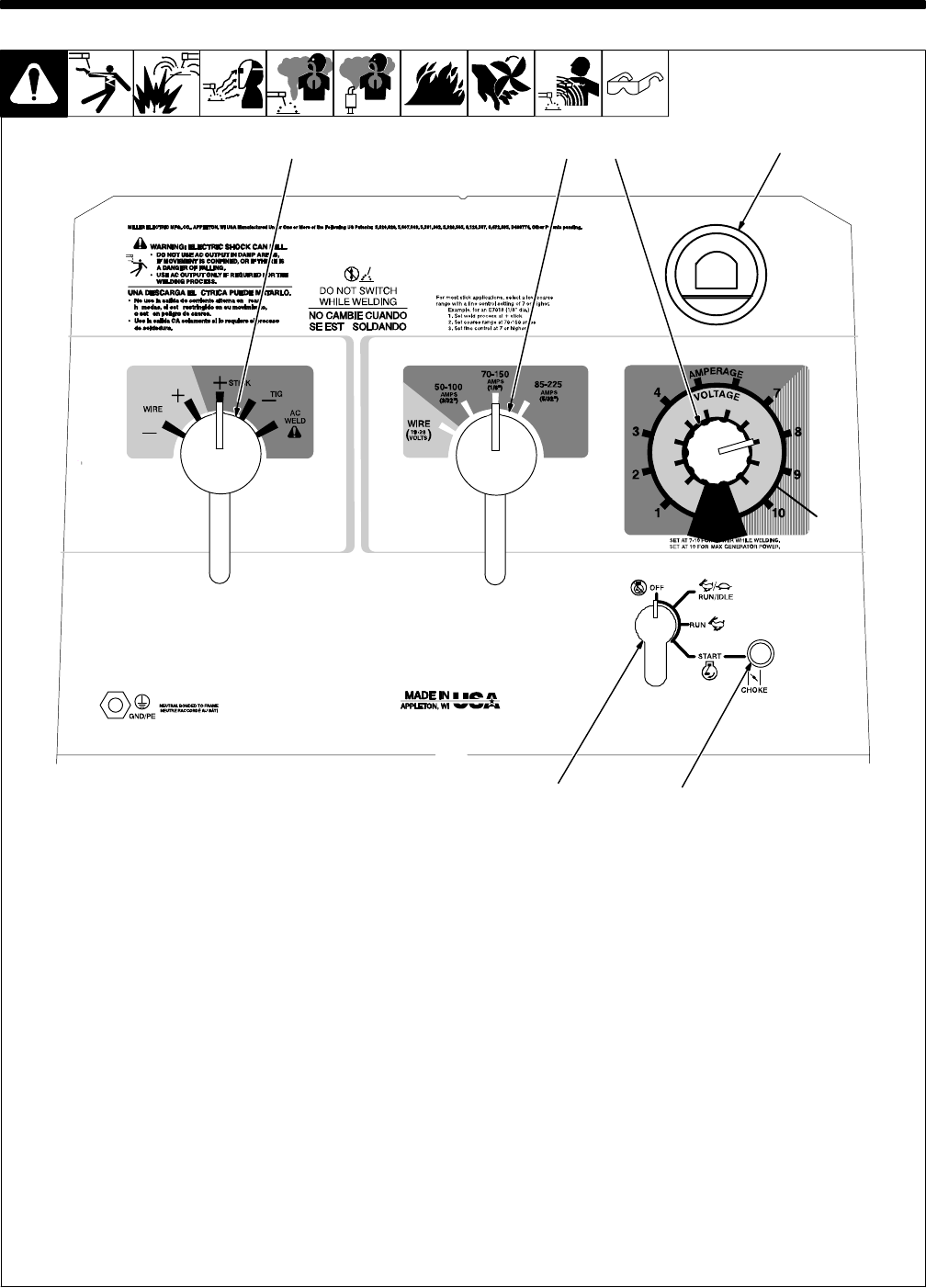
6-1. Front Panel Controls
Ref. 228 199-A
1 Engine Control Switch
Use switch to start engine, select speed, and
stop engine. In Run/Idle position, engine runs
at idle speed at no load, and weld/power speed
under load. In Run position, engine runs at
weld/power speed.
. Place switch in Run position to operate
most MIG equipment.
2 Engine Choke Control
Use control to change engine air-fuel mix.
To Start: pull out choke and turn Engine Con-
trol switch to Start position. Release switch
and slowly push choke in when engine starts.
. If the engine does not start, let engine
come to a complete stop before attempt-
ing restart.
To Stop: turn Engine Control switch to Off
position.
3 Engine Hour Meter/Idle Control
Hour Meter: With engine off, place Engine
Control switch in Run/Idle position to view en-
gine hours.
Oil Change Interval: With engine off, place En-
gine Control switch in the Run position to see
hours before next oil change. Oil hours start at
100 and count down to 0 (zero) (oil change
due).
. Negative hours indicated when past rec-
ommended oil change interval.
To reset, cycle Engine Control switch from
Run/Idle to Run three times within five sec-
onds (engine off).
4 Weld Process Selector Switch
NOTICE − Do not switch under load.
Use switch to select type of weld output.
Wire (GMAW) Welding: Use a positive (+)
position for Direct Current Electrode Positive
(DCEP) and a negative (−) position for Direct
Current Electrode Negative.
Stick (SMAW) and TIG (GTAW Welding): Use
a positive (+) position for Direct Current Elec-
trode Positive (DCEP) and a negative (−) posi-
tion for Direct Current Electrode Negative.
Use AC position for alternating current.
5 Coarse Range Switch
NOTICE − Do not switch under load.
Use switch to select weld amperage range
when Weld Process Selector switch is in Stick/
Tig position, or voltage range when switch is in
Wire position.
. For best arc starts and when using weld
and generator power together, use a low
Coarse Range setting with the Fine con-
trol set at 7 or higher.
6 Fine Control
Use control to select weld amperage (Stick/
Tig) or voltage (Wire) within the range selected
by the Coarse Range switch. Control may be
adjusted while welding.
Set control at 10 for maximum generator
power.
Weld output would be about 110 A DC based
on control settings shown (80% of 70 to 150
A). Settings shown are typical for welding with
a 7018 (1/8) electrode.
. See Sections 6-3 thru 6-5 for typical pro-
cess connections and control settings.
5
2