



















11
SPINDLE TURNING
Spindle turning takes place between the centers of the lathe. It requires a spur or drive center in the headstock and
a revolving or live center in the tailstock. A cup center rather than a cone center will reduce the risk of splitting the
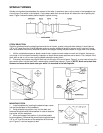
stock. Figure 2 shows the basic profile shapes in spindle turning.
FIGURE 2
STOCK SELECTION
Stock for spindles should be straight grained and free of checks, cracks, knots and other defects. It should be cut
1/8" to 1/4" larger than the finished diameter and may require additional length to remove ends if required. Larger
stock should have the corners removed to produce an octagon making the piece easier to rough down to a cylinder.
1. With a combination square or plastic center finder, locate and mark center on each end of stock. Accuracy is
not critical on full rounds but extremely important on stock where square sections are to remain. Put a dimple in the
stock with an awl or nail, or use a spring-loaded automatic center punch.
2. Extremely hard woods may require kerfs cut into the spur drive end of stock, Figure 3, or may need to have the
spur center driven into the stock with a wood mallet or dead blow hammer, Figure 4. NOTE: Never use a steel face
hammer and never drive stock onto spur while it is mounted in the lathe spindle.
FIGURE 3 FIGURE 4
MOUNTING STOCK
1. Install workpiece by inserting the attached spur center
into the spindle taper on the headstock.
2. Bring tailstock into position, lock it to the bed, and
advance the spindle with the handwheel in order to seat the
cup center into the workpiece.
3. Move tool support into position. It should be parallel
to the workpiece, just below the centerline and approximately
1/8" to 1/4" from the corners of the workpiece to be turned,
as in Figure 5. Lock tool support to bed.