



















PROPER FEEDING
The right feed is neither too fast nor too slow. It isthe rate at
which the bit is being advanced firmly and surely to produce
a continuous spiral of uniform chips --without hogging into
the wood to make large individual chips or, on the other hand,
to create only sawdust. If you are making a small diameter,
shallow groove in soft, dry wood, the proper feed may be
about as fast as you can travel your router along your guide
line. On the other hand, ifthe bit is a large one, the cut is deep
or the wood is hard to cut, the proper feed may be a very slow
one. Then, again, a cross-grain cut may require a slower
pace than an identical with grain cut in the same workpiece.
There is no fixed rule. You will learn by experience.., by
listening to the router motor and by feeling the progress of
each cut. If at all possible, always test a cut on a scrap piece
of the workpiece wood, beforehand.
SPEED SELECTION
(MODEL NOS. 315.175050 AND 315.175060 ONLY)
In general, if the material being cut is hard, the cutter size is
large, or the depth of cut i_deep (maxim um 1/8 in.), then you r
router should be run at slower speeds. When these situa-
tions exist, turn the variable speed control selector until the
desired speed is reached.
NOTE: Carbide cutters cut at higher speeds than steel
cutters and should be used when cutting very hard materials.
RATE OF FEED
IMPORTANT: The whole "secret" of professional routing
and edge shaping lies in making a careful set-up for the cut
to be made and in selecting the proper rate of feed.
FORCEFEEDING
Clean, smooth routing and edge shaping can be done only
when the bit is revolving at a relatively high speed and is
taking very small bites to produce tiny, cleanly severed
chips. If your router is forced to move forward too fast, the
RPM of the bit becomes slower than normal in relation to its
forward movement. As a result, the bit must take bigger bites
as it revolves. "Bigger bites" mean bigger chips, and a
rougher finish. Bigger chips also require more power, which
could result in the router motor becoming overloaded.
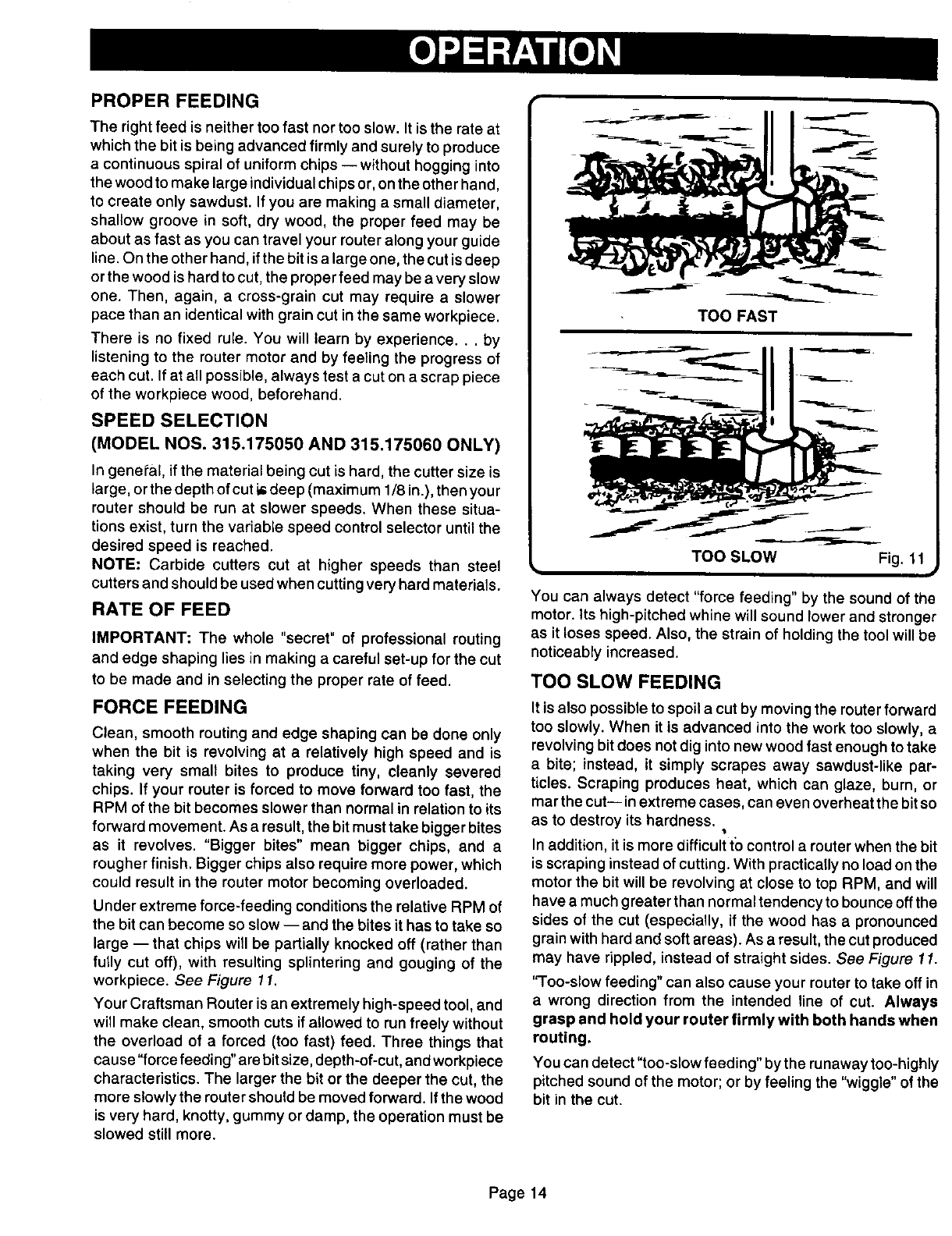
Under extreme force-feeding conditions the relative RPM of
the bit can become so slow -- and the bites it has to take so
large -- that chips will be partially knocked off (rather than
fully cut off), with resulting splintering and gouging of the
workpiece. See Figure 11.
Your Craftsman Router is an extremely high-speed tool, and
will make clean, smooth cuts if allowed to run freely without
the overload of a forced (too fast) feed. Three things that
cause'force feeding" are bit size, depth-of-cut, and workpiece
characteristics. The larger the bit or the deeper the cut, the
more slowly the router should be moved forward. If the wood
is very hard, knotty, gummy or damp, the operation must be
slowed still more.
TOO FAST
TOO SLOW Fig. 11
#
You can always detect "force feeding" by the sound of the
motor. Its high-pitched whine will sound lower and stronger
as it loses speed. Also, the strain of holding the tool will be
noticeably increased.
TOO SLOW FEEDING
It isalso possible to spoil a cut by moving the router forward
too slowly. When it is advanced into the work too slowly, a
revolving bit does not dig into new wood fast enough to take
a bite; instead, it simply scrapes away sawdust-like par-
ticles. Scraping produces heat, which can glaze, burn, or
mar the cut-- in extreme cases, can even overheat the bit so
as to destroy its hardness.,
In addition, it is more difficult to control a router when the bit
is scraping instead of cutting. With practically no load on the
motor the bit will be revolving at close to top RPM, and will
have a much greater than normal tendency to bounce off the
sides of the cut (especially, if the wood has a pronounced
grain with hard and soft areas). As a result, the cut produced
may have rippled, instead of straight sides. See Figure 11.
"Too-slow feeding" can also cause your router to take off in
a wrong direction from the intended line of cut. Always
grasp and hold your router firmly with both hands when
routing.
You can detect "too-slow feeding" by the runaway too-highly
pitched sound of the motor; or by feeling the "wiggle" of the
bit in the cut.
Page 14