



















For Machines Mfg. Since 8/09 SB1024/SB1025/SB1026
-59-
SERVICE
Adjusting Leadscrew
Backlash
Leadscrew backlash is the amount of motion
the leadscrew rotates before the attached device
begins to move.
Although the mill is equipped with double-
bronzed longitudinal and cross leadscrew nuts to
minimize backlash, leadscrews will always have
a certain amount of backlash that will increase
with normal wear.
Generally, 0.005"–0.010" leadscrew backlash
is acceptable to ensure smooth movement and
reduce the risk of premature thread wear.
However, if you find it necessary to adjust
leadscrew backlash, perform the procedures
listed below.
Tools Needed Qty
T-Handle Hex Wrench 5mm .................................1
Hex Wrench 3mm .................................................2
Hex Wrench 8mm .................................................1
Wrench 19mm .......................................................1
3. Rotate the adjustment plate on the
leadscrew nut in small increments, then
check the amount of backlash.
4. When you are satisfied with the adjustment,
re-tighten the two cap screws.
Longitudinal Leadscrew Backlash
1. DISCONNECT MILL FROM POWER!
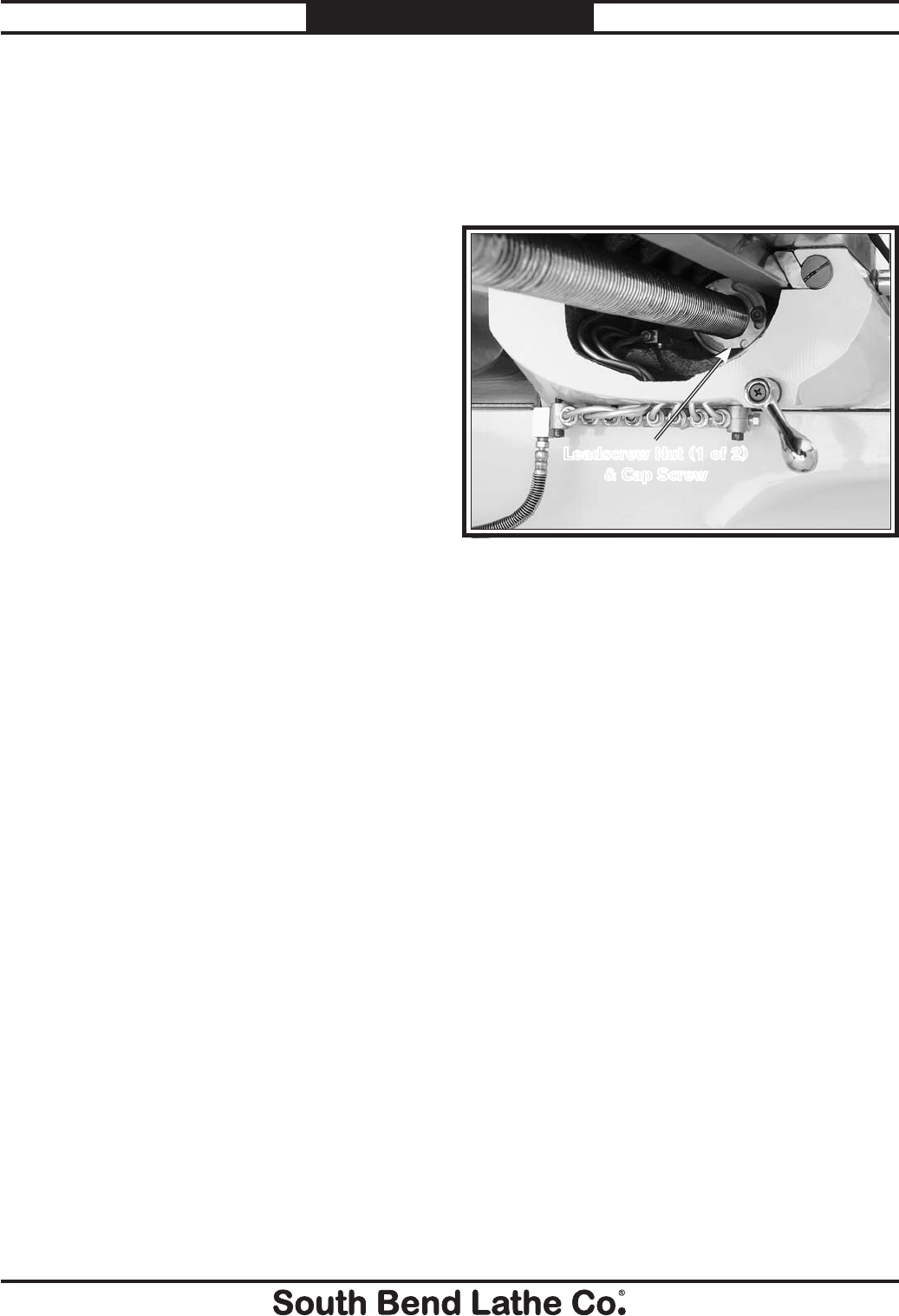
2. Loosen the two cap screws on the leadscrew
nut accessed from underneath the left side of
the table, as shown in Figure 64.
Figure 64. Longitudinal leadscrew nut and cap screw,
as viewed from underneath the left side of the table.
Leadscrew Nut (1 of 2)
& Cap Screw