



















11
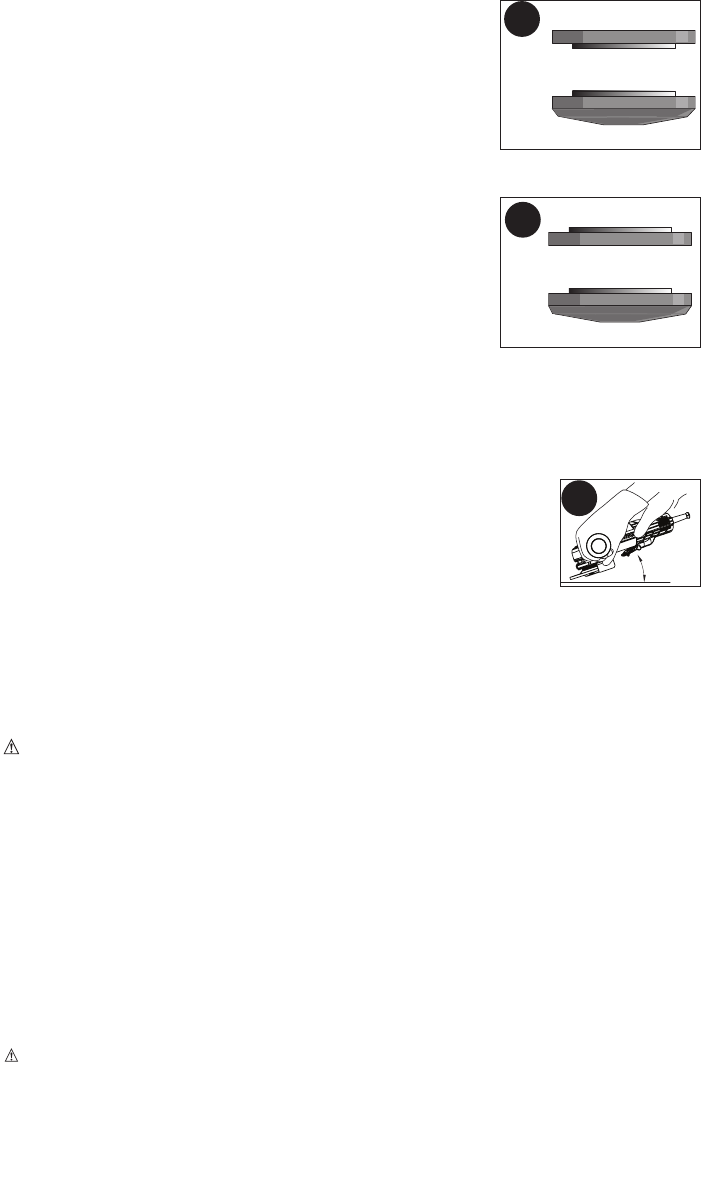
than 1/8 inch (3mm) thick, place the threaded clamp nut on
the
spindlesothattheraisedsection(pilot)fits into the center
of
the wheel.
•Figure I - If the wheel you are installing is 1/8 inch (3mm) thick or less, place the
threaded clamp nut on the spindle so that the raised section
(pilot)is not against the wheel.
4.Whiledepressingthespindlelockbutton(6),tightenthe
threaded clamp nut with included wrench.
5. To remove the wheel, depress the spindle lock button and
loosen the threaded clamp nut with included wrench.
NOTE: If the wheel spins after the threaded clamp nut is
tightened, check the orientation of the threaded clamp nut. If a
thin wheel is installed with the pilot on the clamp nut against the wheel, it will spin because
the height of the pilot prevents the clamp nut from holding the wheel.
SURFACE GRINDING WITH GRINDING WHEELS
1. Allow the tool to reach full speed before touching the tool to the
work surface.
2.Applyminimumpressuretotheworksurface,allowingthetool
to operate at high speed. Grinding rate is greatest when the tool
operates at high speed.
3.Figure J -Maintaina20˚to30˚anglebetweenthetoolandwork
surface.
4.Continuouslymovethetoolinaforwardandbackmotiontoavoidcreatinggougesin
the work surface.
5. Remove the tool from work surface before turning tool off. Allow the tool to stop
rotating before laying it down.
EDGE GRINDING WITH GRINDING WHEELS
CAUTION: Wheels used for edge grinding may break or kick back if they bend or
twist while the tool is being used to do cut-off work. To reduce the risk of serious injury,
limittheuseofthesewheelswithastandardType27guardtoshallowcuttingand
notching(lessthan1/2inch(13mm)indepth).Theopensideoftheguardmustbe
positioned away from the operator. For deeper cutting with a Type 1 cut-off wheel, use a
closedType1guard.Seepage9formoreinformation.
1. Allow the tool to reach full speed before touching the tool to the work surface.
2.Applyminimumpressuretotheworksurface,allowingthetooltooperateathigh
speed. Grinding rate is greatest when the tool operates at high speed.
3.Positionyourselfsothattheopen-undersideofthewheelisfacingawayfromyou.
4.Onceacutisbegunandanotchisestablishedintheworkpiece,donotchangethe
angle of the cut. Changing the angle will cause the wheel to bend and may cause
wheel breakage. Edge grinding wheels are not designed to withstand side pressures
caused by bending.
5. Remove the tool from the work surface before turning the tool off. Allow the tool to
stop rotating before laying it down.
CAUTION: Do not use edge grinding wheels / cutting wheels for surface grinding
applications because these wheels are not designed for side pressures encountered with
surface grinding. Wheel breakage and injury may result.
1/8 inch WHEELS
Backing Flange
Threaded Clamp Nut
I
1/4inch WHEELS
Backing Flange
Threaded Clamp Nut
H
J
20˚-30˚