



















12
Resetting the STOP switch
1. Turn the switch in the direction of the arrow on the
red button -- clockwise. The switch is reset and the
other spindle motor controls can be used.
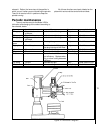
Using the control lever
The four-position control lever is located on the
left hand side of the drill head console. See Figs. 1
and 3.
The control lever can move up or down, back-
ward or forward, or can be left in its most central,
OFF or
neutral
position so no functions are under its
control power.
The control lever moves up or down to move the
arm up or down when positioning the tooling over the
work piece. This ability to control the height of the
arm is available when:
1. The main power to the machine is ON at its
branch service panel.
2. The emergency STOP switch is set to its ON
mode.
3. The Control ON/OFF switch (lower left hand side
of the face of the drill head, see Fig. 1) pushed ON.
4. The column and arm UNLOCK button (right hand
side of the drill head -- see Fig. 1) is pressed to
unlock the machine locks. See page 6.
The control lever does not return to neutral when
it is released. It stays in the position in which you
have placed it. This means unless you return it to
neutral, the arm will keep raising or lowering until it
contacts one of its limit switches.
When the motor speed control switch has been
set to either HI or LOW position, the control lever can
be moved backward or forward to turn the spindle
drive motor ON and control the direction of rotation of
the spindle. The control lever is not spring loaded to
return to the neutral or OFF position when you
Figure 3: Control lever for spindle and arm.
Tapping operations
When performing tapping operations :
1. Determine the most efficient tapping speed
(spindle speed) by consulting appropriate machinist's
tables, your tap supplier, coolant supplier and/or work
piece supplier.
2. Be certain the power feed dial is in N or neutral
position. See
Setting power feed rate
, page 8.
3. Turn the spindle motor ON. Also, turn on the
coolant pump if coolant is being used.
4. Move the control lever to FORWARD.
5. Use the feed levers to move the tap into its pilot
hole until the tap makes its initial thread cut and is
engaged in the workpiece.
6. Allow the tap to "self feed" into the pilot hole until it
has completed its tapping operation.
7. Move the control lever into its center/neutral
position until the spindle has come to a complete
stop.
8. Move the control lever into its reverse direction so
the tap unscrews itself from the hole it has just
threaded.
Using the load ammeter
An ammeter on the control console is used to
monitor the load on the spindle drive motor. It is
connected into one of the three power lines which
supply the main drive motor.
When the drive motor is ON and up to speed,
and there is no tooling being used to drill, tap or bore
a hole, the ammeter should read approximately 2.5
amps. If it is above this value there is a problem
internally (such as lack of lubrication in the gear-
boxes, bad bearings, etc.) which means you should
turn off the machine and determine the cause of the
excessive free-running load.
Monitor the the ammeter during machining
operations. The ammeter should stay below 9 amps
or current draw during machining. You should adjust
your spindle speed, feed rate and coolant use to
maintain the full load current draw below the 9 amp
value.
If you exceed 9 amps current draw a thermal
limiter switch in the electrical control panel will trip. If
this occurs, a licensed electrician should be used to
locate and re-set the thermal limiter switch.