



















RÉGLAGES DE PROFONDEUR AVEC UNE EMBASE
PLONGEANTE
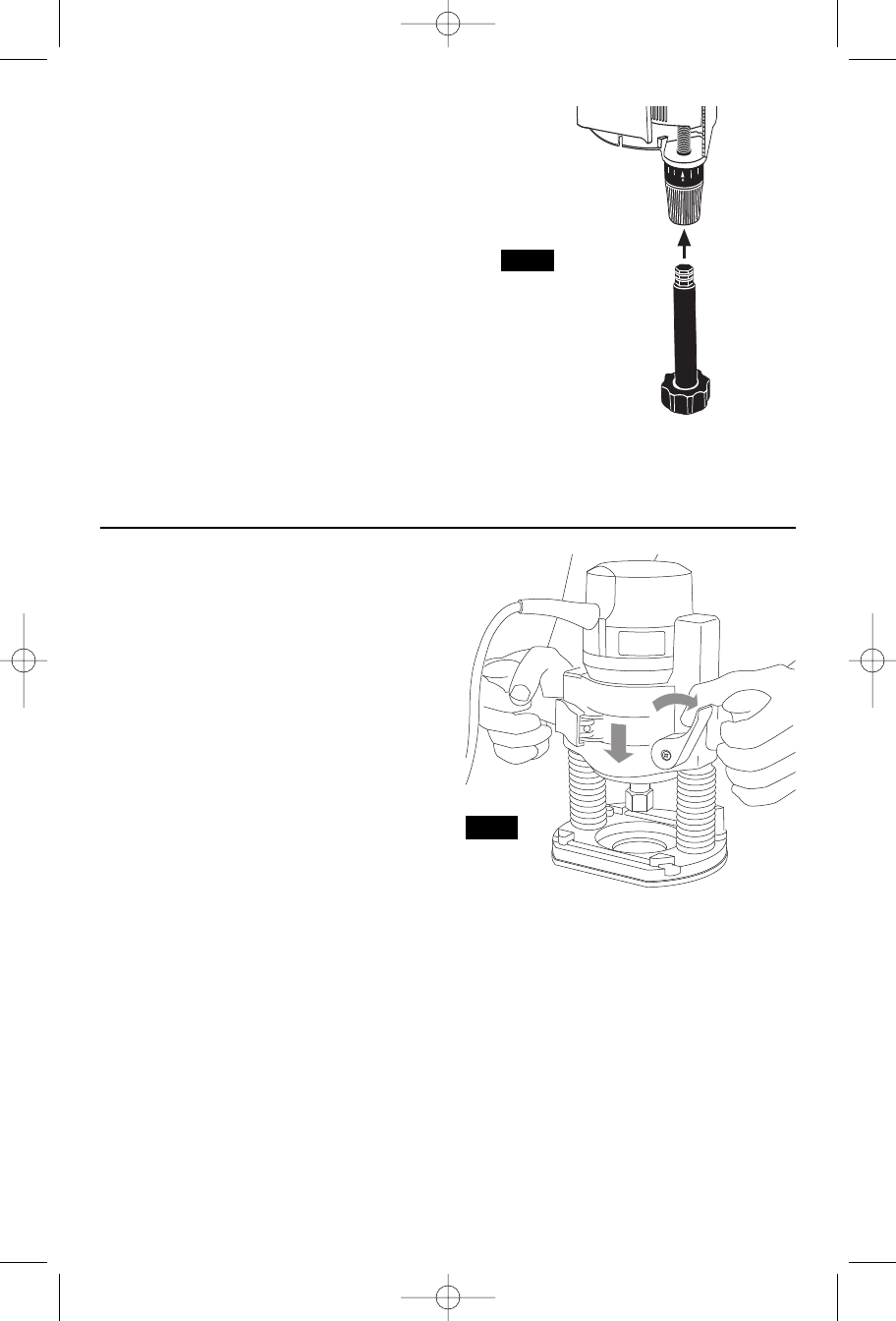
MOUVEMENT DE PLONGÉE
Le mouvement de plongée simplifie les réglages de
profondeur et permet au fer de pénétrer facilement et
précisément dans la pièce. Pour abaisser la machine,
poussez le levier de verrouillage de profondeur vers la
gauche, appuyez vers le bas jusqu’à ce que la
profondeur désirée soit atteinte, et relâchez le levier
pour verrouiller la machine (Fig. 13). Le levier de
verrouillage de profondeur est rappelé par ressort et
retourne automatiquement à la position de
verrouillage. Pour relever la machine, poussez le
levier de verrouillage vers la gauche, relâchez la
pression sur la défonceuse et celle-ci soulèvera
automatiquement le fer de la pièce. Il est conseillé de
toujours remonter le fer quand il n’est pas en train
d’usiner la pièce.
TIGE ET TOURELLE DE PROFONDEUR
La tige de profondeur et la tourelle de butée de
profondeur sont utilisées pour régler la profondeur de
coupe comme suit :
1. Avec le fer monté, abaissez doucement le moteur
jusqu’à ce que le bout du fer affleure juste la
surface plane sur laquelle repose la défonceuse.
Ceci constitue la position zéro à partir de laquelle
on peut effectuer des réglages précis de
profondeur.
2. Pour régler la profondeur de coupe, faites pivoter
la tourelle de profondeur jusqu’à ce que sa butée la
plus basse soit en face de la tige de profondeur.
Desserrez le bouton de l’index de profondeur et
abaissez la tige de profondeur jusqu’à ce qu'elle
touche la butée la plus basse sur la tourelle. Faites
coulisser l’index de profondeur jusqu’à ce que le
trait rouge marque zéro sur l’échelle de
profondeur, ce qui indique le point ou le fer affleure
juste la surface de travail (Fig. 14).
3. Pour régler la profondeur désirée, faites coulisser
la tige de profondeur jusqu’à ce que le trait de
l’index indique la profondeur désirée et bloquez la
tige en serrant fermement le bouton de l’index de
profondeur.
4. La profondeur de coupe désirée peut maintenant
être atteinte en enfonçant la défonceuse jusqu’à ce
que la tige de profondeur touche la butée choisie
sur la tourelle.
La rallonge de commande de réglage fin RA1002
(accessoire en option pour les embases fixes (non-
plongeantes)) permet de faire des réglages fins d’une
position dégagée au-dessus du boîtier du moteur.
Pour l’installer, il suffit d’emmancher la RA1002 sur
l’extrémité du bouton de réglage fin de l’embase
(Fig. 12)
POUR BRIDER LE MOTEUR
Après avoir terminé les réglages grossiers et fins,
serrez le levier de bridage de l'embase pour fixer les
réglages. Si on désire augmenter le force de bridage:
à l’aide d’une clé de 10 mm, tournez LÉGÈREMENT
l’écrou de bridage en sens horaire (d’1/8 de tour ou
moins), ensuite essayez de brider. Ne serrez pas trop
fort.
USINAGES PROFONDS
Pour faire des usinages profonds, commencez à une
profondeur moindre et faites plusieurs passes
successives en augmentant la profondeur à chaque
fois.
Pour vous assurer que vos réglages de profondeur
sont corrects, vous pouvez faire des essais sur des
chutes avant de commencer l’usinage.
-33-
FIG. 12
FIG. 13
BM 2610908996 6-04 6/21/04 4:47 PM Page 33