



















sur des morceaux de métal afin d’ajuster
les réglages, et comparer les soudures
avec la Figure 9.
TYPE ET TAILLE DE FILS
Le choix correct du fil comprend une
variété de facteurs telles que la position
de soudage, le matériel de l’objet de
travail, l’épaisseur et la condition de la
surface. L’American Welding Society,
AWS, a organisé certaines exigences
pour chaque type de fil.
FIL FOURRÉ DE FLUX
E - 7 0 T - GS
AWS E71T-GS ou E71T-11 sont
recommandés pour ce soudeur.
FIL SOLIDE
ER - 70
S
- 6
ER-70S6 est recommandé pour ce
soudeur.
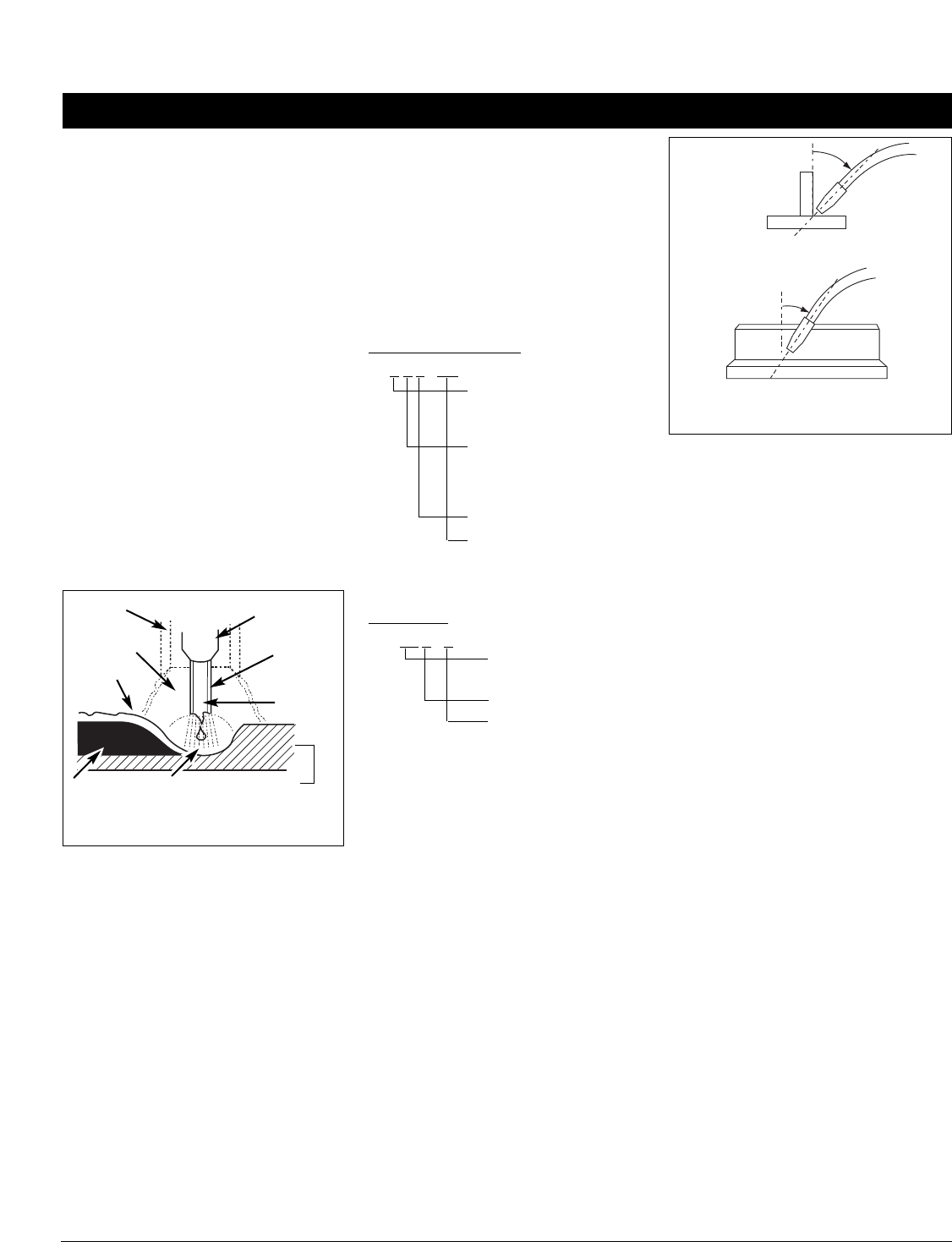
ANGLE DE SOUDURE
L’angle de soudure est l’angle de la
buse pendant le soudage. L’utilisation
de l’angle correct assure la pénétration
et la formation du cordon de soudure
exigé. L’angle de soudure est très
important pour les positions de
soudure différentes afin de produire
une bonne soudure. L’angle de soudure
comprend deux positions - l’angle de
déplacement et l’angle de travail.
L’angle de déplacement est l’angle
situé dans la ligne de la soudure et
peut varier entre 5º et 45º du vertical
selon les conditions de soudage.
L’angle de travail est l’angle horizontal,
mesuré aux angles droits à la ligne de
soudage. Pour la plupart des
applications, un angle de déplacement
de 45º et un angle de travail de 45º sont
suffisants. Pour les usages spécifiques,
consulter un manuel de soudage à l’arc.
Soudeur à l’Arc Alimenté en Fil
Directives De Soudage
Généralités
Cet appareil de soudure peut utiliser le
procédé connu sous le nom de soudage
à arc avec fil fourré (Flux-Cored Arc
Welding FCAW) ou le procédé à
soudage à l’arc sous gaz avec fil plein
(Gas Metal Arc Welding GMAW). La
soudure doit être protégée (enrobée)
des contaminants dans l’air tandis
qu’elle est en fusion. Le procédé FCAW
utilise un fil tubulaire avec un enrobage
à l’intérieur. L’enrobage crée un gaz de
protection lorsqu’il est fondu. Le
procédé GMAW utilise un gaz inerte
pour protéger la soudure en fusion.
Quand le courant est produit par un
transformateur (machine à souder) et
passe à travers du circuit à un fil de
soudage, un arc est produit entre le
bout du fil à soudage et l’objet de
travail. Cet arc fond le fil et l’objet.
Le métal fondu du fil à soudage s’écoule
dans le cratère fondu et produit un
adhérance avec l’objet de travail
indiqué ci-dessous (Figure 7).
Principes Du Soudage à L’Arc
Six techniques de base affectent la
qualité de soudure. Les voici : sélection
du fil, réglage de chaleur, angle de
soudure, vitesse du fil, vitesse de
déplacement et rallonge d’électrode.
La compréhension de ces méthodes est
nécessaire afin d’atteindre une soudure
efficace.
RÉGLAGE DE CHALEUR
La chaleur correcte nécessite un
ajustement du soudeur au réglage
exigé. La chaleur ou la tension est réglée
par un interrupteur sur le soudeur. Le
réglage de la chaleur utilisé dépend sur
la taille (diamètre) et du type de fil, la
position de la soudure et l’épaisseur de
l’objet. Se référer aux spécifications
indiquées sur le soudeur. Il est
recommandé que le soudeur se pratique
VITESSE DE FIL
La vitesse de fil est réglée par le bouton
sur le paneau supérieur. La vitesse doit
être “réglée” selon le taux auquel le fil
est fondu dans l’arc. Le réglage est une
des fonctions critiques du soudage
alimenté en fil. Le réglage devrait être
effectué sur un morceau de métal
d’essai qui est de même type et
d’épaisseur que celui qui doit être
soudé. Commencer la soudure d’une
main tirant l’embout du chalumeau le
long d’une pièce de rebus tout en
ajustant la vitesse du fil de l’autre main.
Une vitesse trop lente causera un
crachement et le fil se brûlera dans la
pointe de contacte. Une vitesse trop
rapide peut aussi causer un bruit de
crachement et le fil s’enfoncera dans la
plaque avant de se fondre. Un bruit
constant de bourdonnement indique
que la vitesse de fil est réglée
correctement. Répéter le procédé de
réglage chaque fois qu’il y ait un
changement de réglage de chaleur,
diamètre ou type de fil, type de
matériel ou épaisseur de l’objet de
travail. Pour l’aluminium, la vitesse du
fil est normalement réglée plus haute
(gamme de vitesses 7-9).
Rigidité de la soudure x
10,000 livres par pouce
carrés.
Positions de soudure
(0 pour plate ou
horizontale, 1 pour les
autres positions)
Fil fourré en flux tubulaire
Type de flux
22 Fr
Scorie
Fil
Flux (sans
gaz
seulement)
Objet de
travail
Gaz
Protecteur
Pointe de
contact
Cratère
Buse
Figure 7 - Parties de soudage
Soudure
Rigidité de la
soudure x 1,000 PSI
Fil Solide
Composition du fil
ANGLE DE DÉPLACEMENT
ANGLE DE SOUDURE
5º - 45º
5º - 45º
Figure 8 - Angle de soudure