



















Soudeur à l’Arc Alimenté en Fil
Guide de Dépannage - Soudeur
Symptôme Cause(s) Possible(s) Mesure Corrective
Pour des informations concernant ce produit,
composer 1-800-746-5641
1. Facteur d’utilisation dépassé
2. Raccord au collier de mise à la
terre insuffisant
3. Disjoncteur déclenché.
4. Disjoncteur ou fusible sauté
1. Mauvaise taille de pointe de
contact
2. Doublure de chalumeau
bloquée ou endommagée
3. Pointe de contact bloquée ou
endommagée
4. Rouleau entraîneur usé
5. Tension insuffisante
1. Scorie dans la buse du pistolet
2. Anneau d’isolant fondu/expiré
1. Raccordement insuffisant
2. Utilisation d’un cordon
prolongateur trop long
1. Fil étranglé
2. Plus de fil
3. Tension insuffisante
4. Chemise de fil usée
5. Fil débranché à l’intérieur
6. Pointe de contact obstruée
1. Vitesse de fil trop lente
2. Vitesse de déplacement trop
lente ou chaleur trop élevée
1. Réglage de vitesse du fil
2. Taille de pointe de contact
trop large
3. Polarité réglée incorrectement
4. Rouleau entraîneur glisse
5. Bouteille à gaz vide
1. Permettre que le soudeur se refroidisse jusqu’à ce que la
lampe s’éteigne
2. S’assurer que tous les raccordements soient sûrs et que la
surface d’attache soit propre
3. Réinitialiser en poussant le bouton à l’arrière de l’appareil
4. Réduire la charge sur le circuit, rajuster le disjoncteur ou
remplacer le fusible
1. Utiliser la taille appropriée de pointe de contact
2. Nettoyer ou remplacer la doublure du fil
3. Nettoyer ou remplacer la pointe de contact
4. Remplacer
5. Resserrer le bouton de tensionnement
1. Nettoyer la scorie de la buse du pistolet
2. Remplacer la buse
1. S’assurer que tous les raccordements soient sûrs et que la
surface d’attache soit propre
2. N’utilisez pas un cordon prolongateur plus que 20 pi de
longueur
1. Recharger le fil
2. Remplacer la bobine de fil
3. Resserrer le bouton de tensionnement si le fil glisse
4. Remplacer la chemise
5. Appeler 1-800-746-5641 pour l’assistance
6. Remplacer la pointe de contact
1. Vitesse de fonctionnement entre 7 - 10
2. Augmenter la vitesse de déplacement ou diminuer le
réglage de chaleur
1. Mettre au point au bon réglage
2. Remplacer la pointe de contact
3. Inverser la polarité
4. Augmenter la tension
5. Remplacer la bouteille à gaz
Manque de puissance
Le fil s’emmêle au rouleau
d’entraînement
La buse du pistolet arc à la
surface de travail
Collier de mise à la terre
et/ou le câble deviennent
chauds
Le fil ne s’avance pas
Le fil (Aluminium) brûle
dans la pointe ou le métal
(Aluminium) produit des
bulles ou brûle à travers
Soudure crache et colle
24 Fr
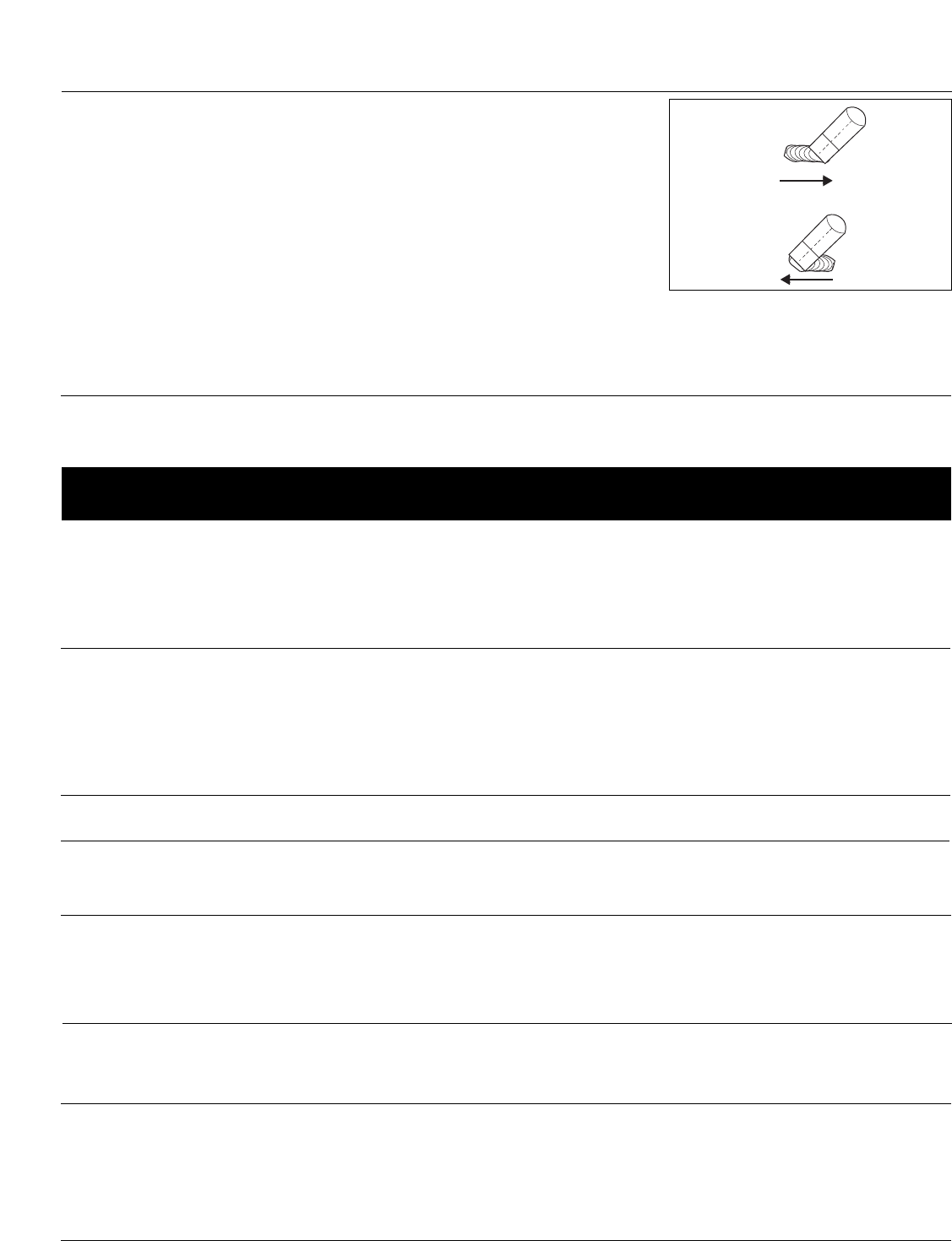
POUSSER
TIRER
Figure 12
SOUDURE D’ALUMINIUM
Toute la surface d’aluminium à souder
doit être bien nettoyée avec une brosse
en acier inoxydable pour éliminer toute
oxydation sur la surface de soudure et
de mise à la terre. Pour souder
l’aluminium, il faut utiliser de l’argon
à 100 %. Si vous n’utilisez pas d’argon,
la pénétration du métal est peu
probable. Pour la soudure d’aluminium,
une doublure de fil de Teflon
®
, un
rouleau entraîneur et des pointes de
contact d’aluminium sont
recommandées. Campbell Hausfeld
offre ces pièces dans sa trousse WT2532.
Appeler le 1-800-746-5641 pour
commander.
TECHNIQUE POUSSER VS TIRER
Le type et l’épaisseur de la pièce de
travail indiquent comment pointer
l’embout du chalumeau. Pour les
matériaux minces (calibre 18 et plus
petits) et tout aluminium, l’embout
devrait pointer devant le bain de
fusion pour ensuite pousser le bain
sur la pièce de travail. Pour de l’acier
épais, la buse devrait être dirigée dans
la flaque de soudure pour augmenter
la pénétration de la soudure. Ceci est
la technique main-arrière ou tirer
(Voir Figure 12).