

















6 . Tenir l'électrode loin de l'établi et
de la pièce de travail mise à la
terre. Mettre le soudeur à Élevé ou
Bas. Se reporter au tableau suivant
pour le réglage de sortie approprié.
7 . Tenir l’électrode en position de
soudage, baisser le casque de
soudeur ou mettre le masque à main
en position et amorcer un arc. Ajuster
le réglage de sortie au besoin.
8 . Mettre le soudeur hors circuit et
l’entreposer correctement lorsque
vous avez fini de souder.
FACTEUR D’UTILISATION /
PROTECTION THERMOSTATIQUE
Le facteur d’utilisation de soudage est le
pourcentage du temps de soudage actuel
qui peut se passer dans un interval de dix
contact avec le métal nu propre de la
pièce à travailler pour de bons résultats
de soudure.
Placer le bout nu de l’électrode dans le
porte-électrode. Tenir le porte-
électrode légèrement afin de réduire la
fatigue à votre main et bras.
REMARQUE: Toujours tenir les
mâchoires du porte-électrode propres
pour assurer un bon contact électrique
avec l’électrode.
Prendre
soin de
ne pas toucher l’atelier de soudage ni
l’objet de travail avec l’électrode. Ceci
peut causer des étincelles.
La meilleure méthode d’amorcer un arc
est la méthode d’égratignure. Tirer
l’électrode à un angle le long de la
surface comme vous frotterez une
allumette pour l’allumer. Lorsque vous
contactez la plaque, soulever
l’électrode environ 1,6 mm (1/16 po) de
la surface, sinon elle se collera (Voir
Figure 7).
17 Fr
minutes. Par exemple, le soudage actuel
peut se produire pour une minute à un
facteur d’utilisation de 10%, et ensuite, le
soudeur doit se refroidir pour neuf minutes.
Les pièces détachées internes de ce soudeur
sont protégées contre le surchauffage avec
un interrupteur automatique thermique.
Un voyant jaune s'allume sur le
panneau avant si le cycle de service est
dépassé. Continuer avec le soudage
quand la lampe n’est pas allumée.
Entretien
D é b r a n -
cher et
mettre la machine hors circuit avant de
vérifier ou de procéder à l’entretien de
n’importe quelle pièce détachée
Avant chaque usage:
1 . Vérifier la condition des câbles de
soudage et réparer ou remplacer
immédiatement, les câbles qui ont
de l’isolation endommagé.
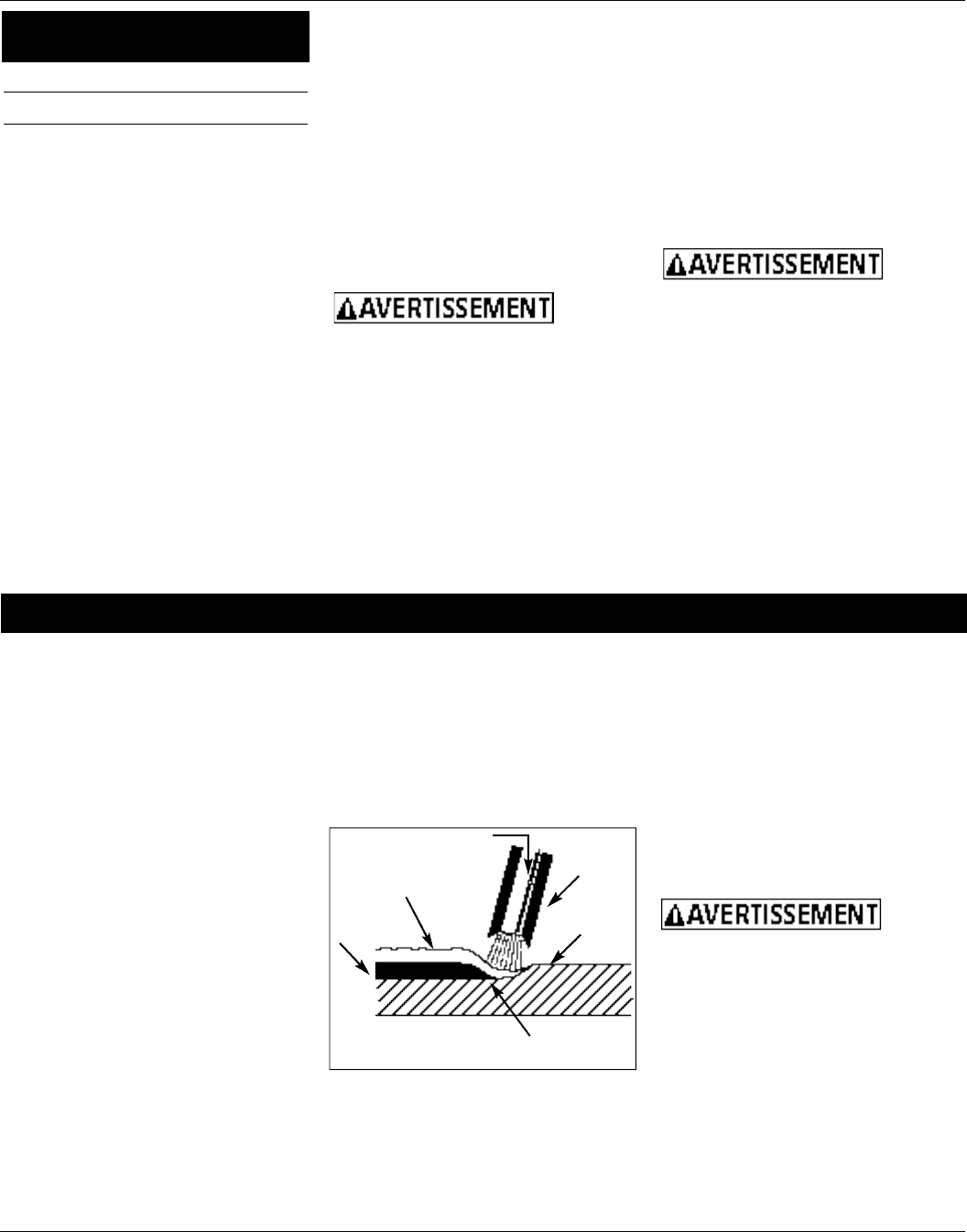
Quand le courant (ampérage) passe du
circuit à l’électrode, un arc est produit
entre le bout de l’électrode et l’objet de
travail. L’arc fond l’électrode et la pièce
de travail. Le métal fondu de l’électrode
s’écoule dans le cratère fondu et
produit un adhérence à l’objet comme
indiqué dans la Figure 6.
REMARQUE: N’utiliser pas et mettre au
rebut les électrodes qui se sont brûlées
1 à 2 pouces du porte-électrode
AMORÇAGE D’UN ARC
Fixer la pince de travail à la pièce. Les
mâchoires de la pince doivent être en
G é n é r a l i t é s
Cet appareil de soudure utilise une
procédure connue sous le nom de
soudage avec électrodes enrobées
(Shielded Metal-Arc Welding SMAW). Ce
procédé est utilisé pour unir des
métaux en les rechauffant d’un arc
électrique crée entre une électrode et
l’objet sur lequel vous travaillez.
Les électrodes utilisées pour le soudage
à l’arc au métal couvert ont deux
pièces. Le centre est une baguette en
métal ou un fil qui devrait être
semblable en composition au métal
commun. L’enrobage extérieur est
appelé le flux. Une variété de flux peut
être utilisée selon la situation.
Une fois fondu, le métal peut devenir
contaminé par les éléments dans l’air.
Cette contamination peut afaiblir la
soudure. L’enrobage de flux crée une
barrière protectrice appelée scorie qui
protège le métal fondu contre les
p o l l u a n t s .
D i r ectives De Soudage
Scorie
Soudure
Flux
Objet De
Travail
Cratère
Fil
Figure 6 - Composantes de la soudure
Modèle WS0970 et WS0990
Diamètre Réglage
D’Électrode de sortie
1/16 po (1,6 mm) B a s
5/64 po (2 mm) É l e v é
2 . Vérifier la condition du cordon
d’alimentation et le réparer ou
remplacer immédiatement si
e n d o m m a g é .
3 . Vérifier la condition des pièces
isolantes du porte-électrode et
remplacer les isolateurs fendus ou
manquants immédiatement.
S’assurer que toutes attaches soient
serrées et isolées.
Ne pas
utiliser
ce soudeur si l’isolation sur les câbles
de soudage, le porte-électrode, ou le
cordon d’alimentation est fendu ou
manquant.
Chaque 3 mois:
Remplacer toutes étiquettes qui ne
sont pas lisables sur le soudeur. Utiliser
de l’air comprimé pour souffler toute la
poussière des ouvertures de
v e n t i l a t i o n .