

















31 Sp
I n s t r ucciones para Soldar (Continuación)
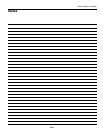
LONGITUD DEL ARCO
Esta es la distancia entre la pieza de
trabajo y el extremo del electrodo, la
distancia que el arco se debe desplazar.
Para generar el calor necesario para
soldar es esencial obtener la longitud
adecuada del arco (Vea la Figura 9). Si
el arco es demasiado largo se produce
un arco inestable, se reduce la penetra-
ción, aumenta el salpiqueo, y los
rebordes son planos y anchos. Si el arco
es demasiado corto no se produce
suficiente calor para derretir la pieza de
trabajo, el electrodo tiene la tendencia
a pegarse, la penetración no es la
adecuada y rebordes son disparejos e
irregulares. La longitud del arco no
debe ser mayor al diámetro de la vara.
Al soldar debe escuchar un sonido
similar al que se produce al freir
t o c i n e t a .
VELOCIDAD DE DESPLAZAMIENTO
Es la velocidad con que se desplaza el
electrodo por el área que va a soldar
(Vea la Figura 9). Si la velocidad es
demasiado rápida, el reborde es
angosto y las ondas puntiagudas como
se muestra en la figura. Si la velocidad
es muy lenta, el metal soldado se
acumula y el reborde es alto y ancho.
Para controlar esta velocidad, observe
el grosor del reborde (no el arco)
mientras esté soldando. El reborde es la
franja anaranjada de metal derretido
que se forma al pasar el arco. Su grosor
debe ser aproximadamente el doble de
diámetro del electrodo. Controle la
velocidad de desplazamiento para
obtener un reborde parejo.
SLIMPIEZA DE ESCORIAS
Use ante-
ojos de
seguridad aprobados por la asociación
norteamericana ANSI (ANSI Standard
Z87.1) (o alguna organización similar en
sus respectivos países) y ropa de
protección para sacar la escoria. Los
residuos calientes le podrían ocasionar
heridas a las personas que se
encuentren en el área de trabajo.
Una vez que haya terminado de soldar,
espere a que las piezas soldadas se
enfríen. Una capa protectora que
llamaremos escoria cubre el reborde
para evitar que los contaminanates en
el aire reacionen con el metal
derretido. Cuando el metal se haya
enfriado un poco y no esté al rojo vivo,
podrá limpiar el escoria. Ésto lo puede
hacer con un martillo. Golpee
suavemente la escoria con el martillo
hasta que logre despegarla.
Finalmente, use un cepillo de alambre
para terminar de limpiar. Cuando se
hacen varias pasadas de soldar, quite la
escoria entre una pasada y la siguiente.
POSICIONES PARA SOLDAR
Básicamente hay 4 posiciones para
soldar: plana, horizontal, vertical y por
encima de la cabeza. Soldar en la
posición plana es lo más fácil ya que la
velocidad es mayor, el metal derretido
se chorrea menos, se puede lograr una
mayor penetración y el trabajador se
cansa menos.
Otras posiciones requieren técnicas
diferentes tales como paso entretejido,
circular o cruzado. Para completar este
tipo de soldadura se requiere más
experiencia en la materia.
Siempre debe tratar de soldar en una
posición plana. Para obtener
instrucciones especificas para algún tipo
de soldadura consulte un libro de
referencias para soldadores.
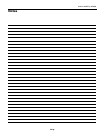
P A S O S
Algunas veces deberá usar más de un
paso para soldar. Primero deberá hacer
un paso primordial, éste será seguido
por pasos adicionales de relleno (vea la
Figura 10). Si las piezas son gruesas, tal
vez sea necesario biselar los bordes que
están unidos en un ángulo de 60º .
Recuerde quitar la escoria entre cada
p a s a d a .
Figura 11 - Pasos múltiples
Figura 10 - Pasos
Cubierta
Relleno
Raíz
Modelo WS0970 y WS0990