

















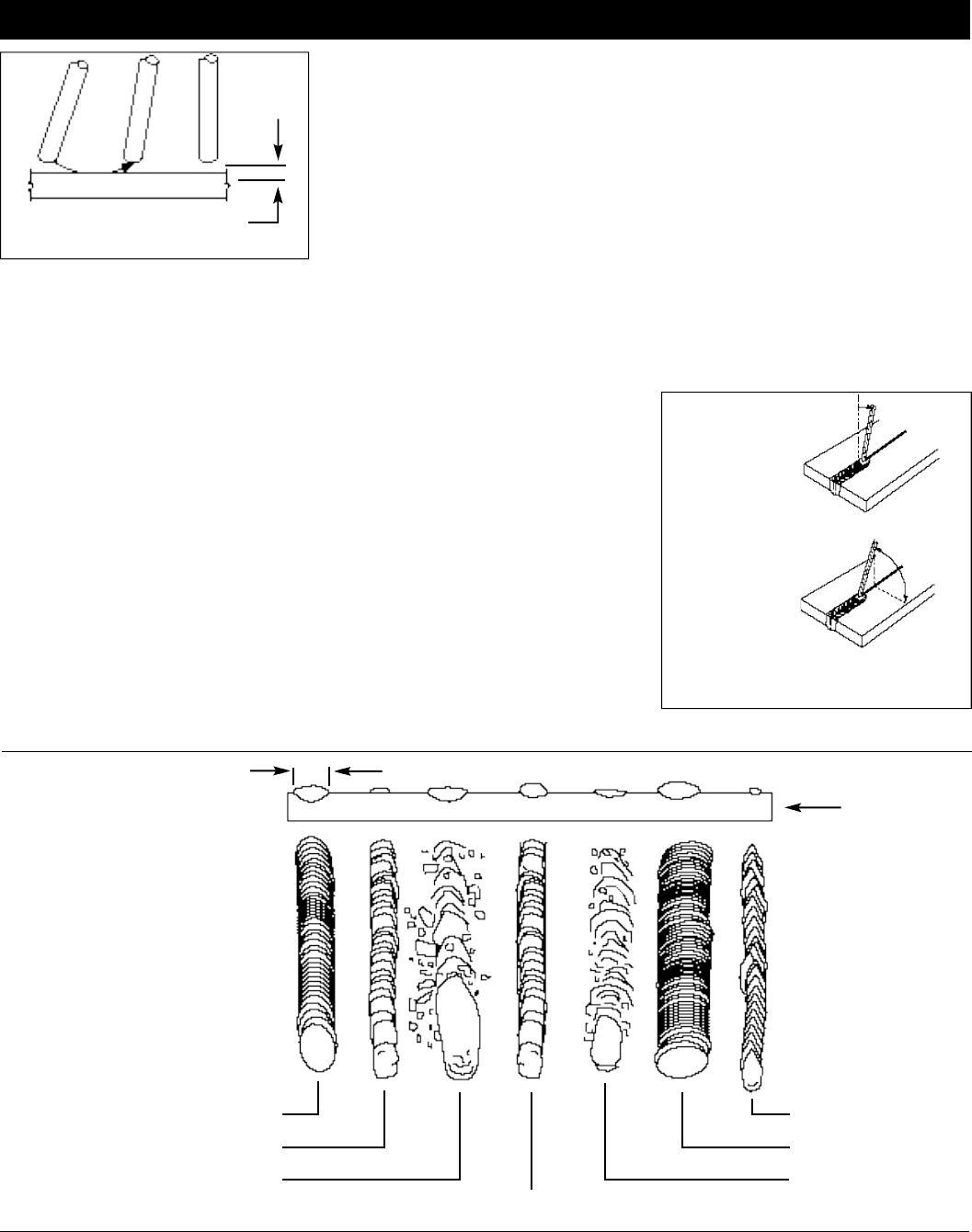
Des courants excessifs brûlent les
métaux légers et le boudin de soudure
est plat et poreux (voir la figure 9). Le
boudin semble haut et irrégulier si le
courant est trop faible.
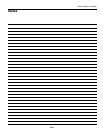
ANGLE DE SOUDURE
L’angle de soudure est l’angle de
l’électrode pendant le soudage.
L’utilisation de l’angle correct assure la
pénétration et la formation du cordon
de soudure exigé. L’angle de l’électrode
comprend deux positions - l’angle de
déplacement et l’angle de travail. ( V o i r
Figure 8).
18 Fr
Ampérage, longueur de l’arc et vitesse
normaux
Ampérage trop bas
Ampérage trop élevé
Longueur d’arc trop court
Longueer d’arc trop long
Vitesse trop lente
Vitesse trop rapide
Objet De Travail
REMARQUE: La largeur du
cordon de soudure (W) devrait
être environ deux fois le
diamètre de la baguette de
l’électrode utilisé
W
Figure 9 -Apparance de la Soudure
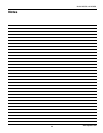
REMARQUE: Si l’électrode se colle à
l’objet de travail, la dégager en
tortillant rapidement ou en pliant et
levant à l’endroit du porte-électrode. Si
l’électrode ne se dégage pas, la
débrayer en la lâchant du porte-
é l e c t r o d e .
TYPE ET TAILLE D’ÉLECTRODE
Deux types d’électrodes sont
recommandées pour l’usage avec ce
soudeur. Les électrodes sont désignées
comme suit par l’AWS (American
Welding Society):
1 . E-6013 TOUS USAGES
• Pour toutes positions, dépôt lisse et
peu d’éclaboussures
• Pour tous types d’acier doux et pour
les travaux généraux.
2 . E-7014 REMPLISSAGE RAPIDE
• Cordon de soudure lisse et dépôt
r a p i d e
• Idéal là où les joints ne se
rencontrent pas parfaitement et
pour les réparations générales.
REMARQUE: E-6011 et E-7018 ne sont
pas recommandés pour l’usage avec ces
soudeurs. Le diamètre d’électrode
recommandé est 1,6 mm (1/16 po) ou
1,98 mm (5/64 po). Composer le (800)
746-5641 pour leur disponibilité.
Généralités De Soudage à
L’ A rc
Il y a quatre techniques de base qui
agissent sur la qualité de soudure:
réglage de l’ampérage, angle de
soudure, longueur de l’arc et la vitesse
de déplacement. De bonnes techniques
sont nécessaires pour des soudures de
bonne qualité.
RÉGLAGE D’AMPÉRAGE
L’ampérage correcte implique
l’ajustement du soudeur au réglage en
ampères requis. Pour ce faire choisir le
réglage approprié (bas ou élevé).
L’ampérage dépend sur la taille
(diamètre) de l’électrode utilisé et
l’épaisseur de l’objet de travail.
D i r ectives De Soudage
( S u i t e )
Figure 8 - Angle De Soudure
5
o
- 45
o
Angle De Déplacement
Angle De Travail
Soudeur À L’Arc Au Métal Enrobé
Égal au diamétre de l’électrode
Figure 7 - Méthode d’égratignure