

















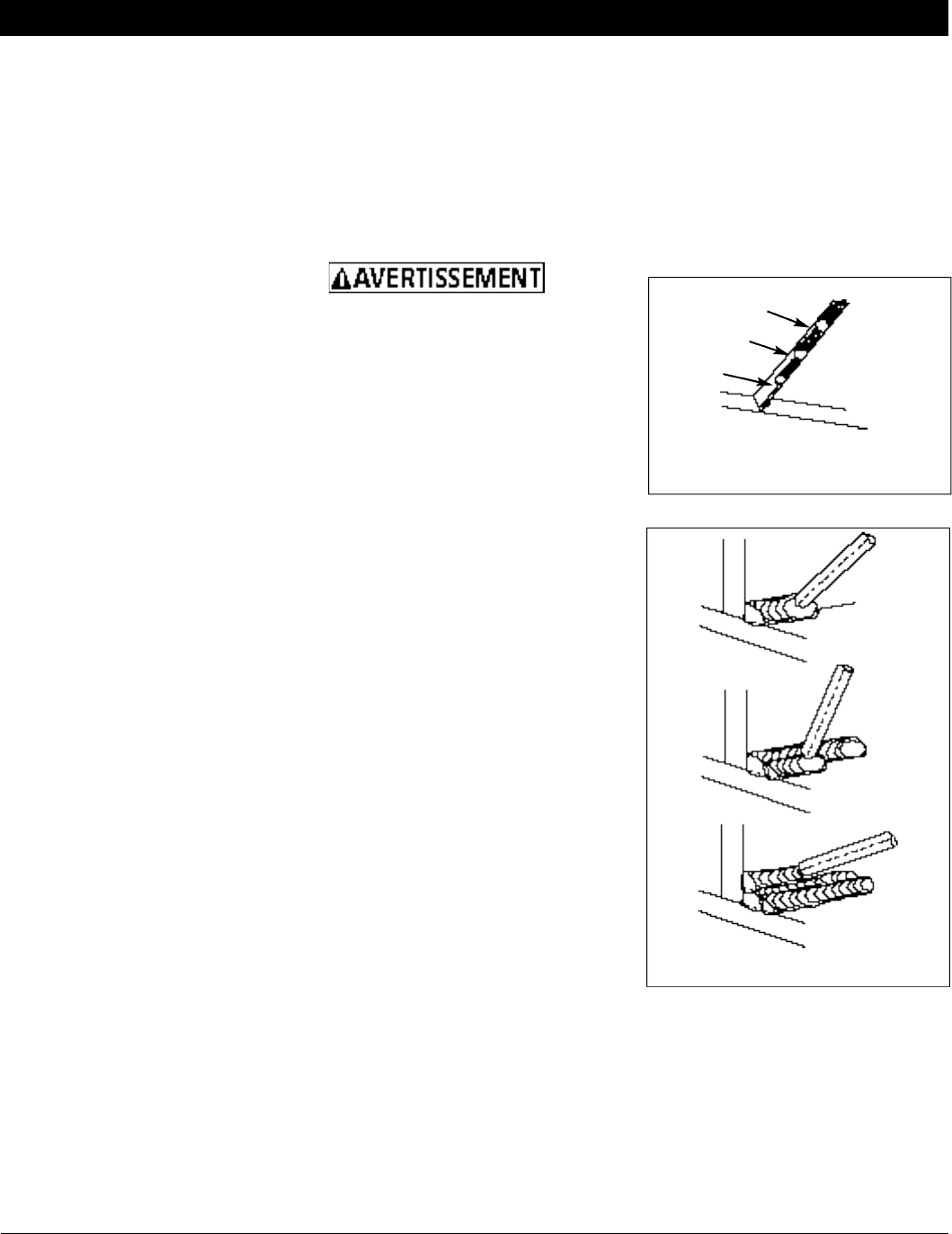
PASSES DE SOUDAGE
Quelque fois il est nécessaire d’utiliser
plus dune passe pour remplir le joint. La
première passe est la passe de base, suivie
par la passe de remplissage et la passe de
finition (Voir Figure 10). Si les morceaux
sont épais, il peut être nécessaire de
bisauter les bords qui sont joints à un
angle de 60º. Se rappeler d'enlever les
scories entre chaque passe.
Figure 10 - Passes De Soudage
Finition
Remplissage
Base
Figure 11 - Passes Multiples De
Soudage
L’angle de déplacement est l’angle
situé dans la ligne de la soudure et
peut varier entre 5º à 45º du vertical
selon les conditions de soudage.
L’angle de travail est l’angle du
horizontal, mesuré aux angles droits à
la ligne de soudage.
Un angle de travail de 45º et un angle
de déplacement de 45º sont suffisant
pour la plupart des applications. Pour
les usages spécifiques, consulter un
manuel d’enseignement de soudage.
REMARQUE: Les soudeurs droitiers
devraient souder de la gauche à la
droite. Les soudeurs gauchers
devraient souder de la droite à la
gauche. L’électrode devrait toujours
être dirigée vers la flaque de la
soudure comme indiqué.
LONGUEUR DE L’ARC
La longueur de l’arc est la distance de
l’objet de travail jusqu’au bout de
l’électrode; la distance de voyage de
l’arc. Une longueur d’arc correcte est
nécessaire pour la production de
chaleur exigée pour le soudage (Voir
Figure 9). Un arc qui est trop long
produit un arc instable, réduit la
pénétration, augmente l’éclaboussage,
et produit des cordons de soudure
plats et larges. Un arc trop court ne
produit pas assez de chaleur pour
fondre l’objet de travail, l’électrode se
colle facilement, la pénétration n’est
pas suffisante, et les cordons de
soudure sont inégaux avec des
ondulations irrégulières. L’arc ne
devrait pas être plus large que le
diamètre de la baguette de l’électrode et
son bruit devrait être un grésillement
constant comme le grésillement du bacon.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement indique la
vitesse que l’électrode est dirigée au
long de la surface de soudage ( V o i r
Figure 9). Si la vitesse est trop rapide,
le cordon est étroit et les ondulations
du cordon sont pointus comme
indiqué. Si la vitesse est trop lente, la
soudure se tasse et le cordon est haut
et large. Pour régler la vitesse de
déplacement, observer la largeur du
cordon de soudure (et non l’arc)
pendant la soudure. Le cordon de
soudure est le métal fondu orange
derrière l’arc. Il devrait être deux fois le
diamètre de la baguette d’électrode.
Régler la vitesse de déplacement afin
d’obtenir un cordon de largeur uniforme.
ENLEVAGE DE SCORIE
Porter
d e s
lunettes protectrices approvées ANSI
(ANSI Standard Z87.1) et des vêtements
protecteurs pendant l’enlevage du scorie
chaud. Le débris chaud et volant peut
causer de blessures aux personnes dans
l ’ e n d r o i t .
Après d’avoir complété la soudure,
attendre que les sections de soudage se
refroidissent. Une couche protectrice
appelée scorie couvre le cordon de
soudure qui empêche la réaction du
métal fondu avec les polluants dans l’air.
La scorie peut être enlevée une fois que
la soudure s’est refroidie jusqu’à ce
qu’elle ne soit plus rouge. Enlever la
scorie avec un marteau à buriner. Frapper
la scorie légèrement avec le marteau et la
dégager du cordon de soudure. Finir avec
une brosse métallique. Pour plusieurs
passes de soudure, retirer les scories
entre chaque passe.
POSITIONS DE SOUDAGE
I l y a quatre positions générales de
soudage: plate, horizontale, verticale et
aérienne. Le soudage dans une position
plate est la plus facile car la vitesse peut
être augmentée, le métal fondu coule
moins, une meilleure pénétration est
possible, et le travail est moins fatiguant.
Autres positions exigent autres
techniques tels que le tissage, passe
circulaire, et jogging. Un niveau élevé
de compétance est exigé pour ces
s o u d u r e s .
Tout travail devrait être effectué dans
la position plate, si possible. Pour des
applications particulières, consulter un
guide de soudure à l’arc.
D i r ectives De Soudage
( S u i t e )
19 Fr
Modèle WS0970 et WS0990