



















Page 16 For technical questions, please call 1-800-444-3353. SKU 95136
SAFETY SERVICEOPERATION TECHNIQUESSETUP
Troubleshooting (cont.)
IMPORTANT!
Be CERTAIN to shut off the Plasma Cutter, and disconnect it from power and air before adjusting, cleaning, or
repairing the unit. A technician should discharge all capacitors before performing any internal procedures.
If the steps above do not solve the problem or if the repairs involved are too complex,
contact a qualied technician.
Take note of the
setting required for
this metal thickness.
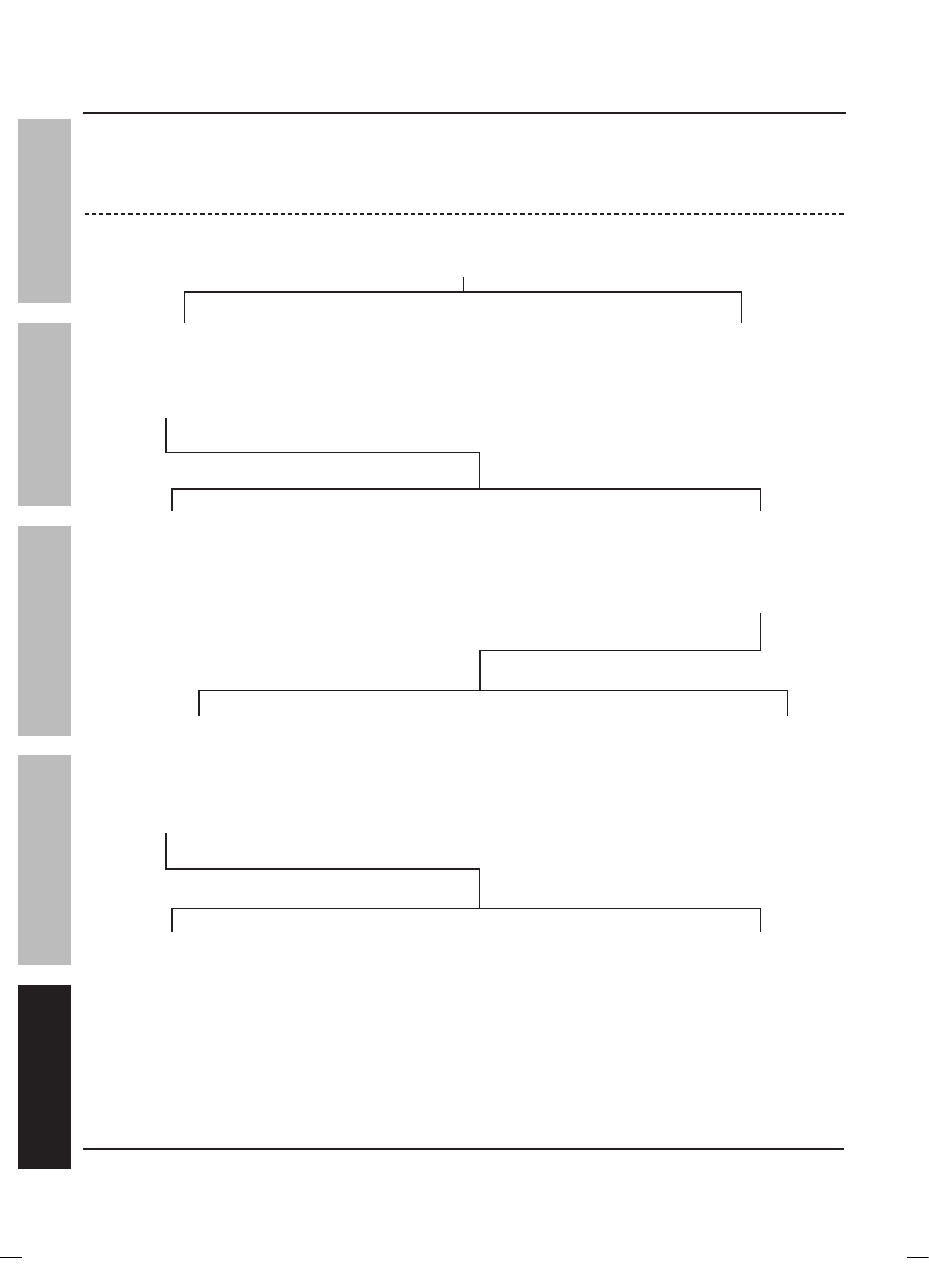
CUT GOES ONLY PARTIALLY THROUGH THE WORKPIECE
Air pressure too low.
Check the Air Pressure setting
on the regulator’s gauge.
Turn up the current
adjustment knob
and try again.
Material being cut is too thick.
Maximum thickness for steel is 1/2″.
Cut the object along one side
and then cut along the other.
If this is not practical, use
a more powerful Cutter.
WITHIN THICKNESS
RANGE
MATERIAL
TOO THICK
a. Verify that the compressor
is delivering at least
3.5 CFM @ 80 PSI.
b. Set Regulator on the
unit to at least 60 PSI.
AIR PRESSURE
CORRECT
AIR PRESSURE
TOO LOW
PROBLEM
CORRECTED
PROBLEM PERSISTS AT
MAXIMUM SETTING
Disconnect the Torch Cables.
Disassemble the torch assembly
and inspect all internal components,
as explained on page 11.
Replace any damaged or
missing components and
reassemble carefully, following
the directions on pages 6-11.
TORCH IN GOOD
CONDITION
DAMAGED
COMPONENTS FOUND
Cut at a slower pace, the arc
may not have enough time to
cut through the workpiece.