



















"'-"
<.'). &'m(,7Zai9g^kZ<Ve7ZYAVi]Z
Offsetting Tailstock
I]Z iV^ahidX` XVc WZ edh^i^dcZY d[[hZi [gdb i]Z
he^cYaZ! dg bdkZY h^YZ"id"h^YZ [gdb i]Z he^cYaZ
XZciZg a^cZ# I]^h iV^ahidX` [ZVijgZ ^h bdhi d[iZc
jhZYl]ZcXjii^c\ViVeZg#L]Zci]ZiV^ahidX`^h
edh^i^dcZY idlVgY i]Z deZgVidg [gdb i]Z XZciZg
a^cZ! i]Z bVX]^cZY ldg`e^ZXZ ZcY cZVgZhi i]Z
iV^ahidX`l^aaWZhbVaaZg^cY^VbZiZgi]Vci]ZZcY
cZVgi]Zhe^cYaZ#8dckZghZan!edh^i^dci]ZiV^ahidX`
VlVn[gdbi]ZdeZgVidgVXgdhhi]ZXZciZga^cZid
bVX]^cZVldg`e^ZXZiVeZgcZVgi]Zhe^cYaZ#
Note: When using tailstock offset to cut tapers,
you must use a center, faceplate, and lathe dog to
mount the workpiece onto the spindle.
Tools Needed Qty
HiVcYVgYHXgZlYg^kZg######################################## &
To set up the tailstock to cut a shallow taper:
1. AdX` i]Z iV^ahidX`^c eaVXZ! i]Zc addhZci]Z
adX`hXgZlVii]ZgZVgd[i]ZiV^ahidX`h]dlc
^cFigure 34#
Figure 34.IV^ahidX`d[[hZiXdcigdah#
AdX`
HXgZl
D[[hZiHXVaZ
6Y_jhibZci
HXgZl
&d['
Aligning Tailstock
I]ZiV^ahidX`^hVa^\cZYl^i]i]Z]ZVYhidX`Vii]Z
[VXidgn#LZgZXdbbZcYi]VindjiV`Zi]Zi^bZid
ZchjgZ i]Vi i]Z iV^ahidX` ^h Va^\cZY id ndjg dlc
YZh^gZYidaZgVcXZh#
To align the tailstock with the headstock:
1. Jh^c\ Vc bVX]^c^hih egZX^h^dc aZkZa dc i]Z
WZYlVnh!bV`ZhjgZi]ZaVi]Z^haZkZah^YZ"
id"h^YZ VcY [gdci"id"WVX`# >[ i]Z aVi]Z ^hcdi
aZkZa!XdggZXii]^hXdcY^i^dcWZ[dgZegdXZZY^c\
gZ[ZgidAssembly and PlacementdcPage
14[dgYZiV^aZY^chigjXi^dch#
2. <Zi ild e^ZXZh d[ hiZZa gdjcY hidX`! ' ^c
Y^VbZiZgWn+adc\#
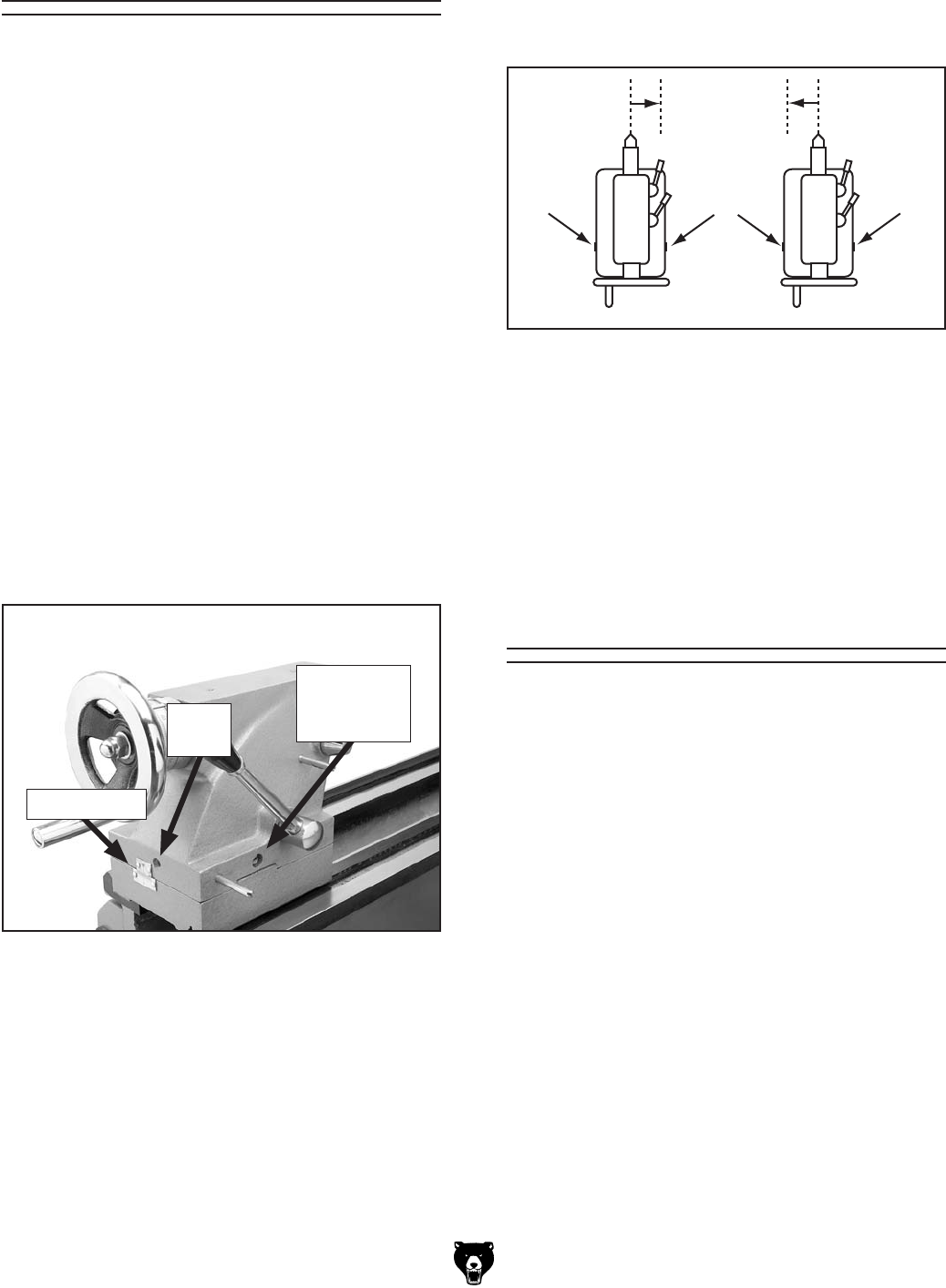
2. 6aiZgcViZanaddhZcVcYi^\]iZci]ZVY_jhibZci
hXgZlhdcZ^i]Zgh^YZd[i]ZiV^ahidX`jci^ai]Z
YZh^gZYd[[hZi^h^cY^XViZYdci]Zd[[hZihXVaZ
hZZFigures 34 VcY35#
Turn
CCW
Turn
CW
Turn
CCW
Figure 35.I]ZZ[[ZXihd[jh^c\i]ZiV^ahidX`
VY_jhibZcihXgZlh#
3. GZ"i^\]iZci]ZadX`hXgZlid hZXjgZi]Zd[["
hZi#
Note: To return the tailstock to the center
line, repeat the process until the centered
position is indicated on the offset scale.