



















<.'). &'m(,7Zai9g^kZ<Ve7ZYAVi]Z
"(*"
3. GZaZVhZ K"WZai iZch^dc Wn ejaa^c\ i]Z WZai
iZch^dc^c\ aZkZg [dglVgY! a^[i i]Z ]ZVYhidX`
XdkZg! i]Zc bdkZ i]Z bdidg VcY he^cYaZ
K"WZaihidi]Zedh^i^dch^cY^XViZYWni]ZX]Vgi
^cFigure 49#
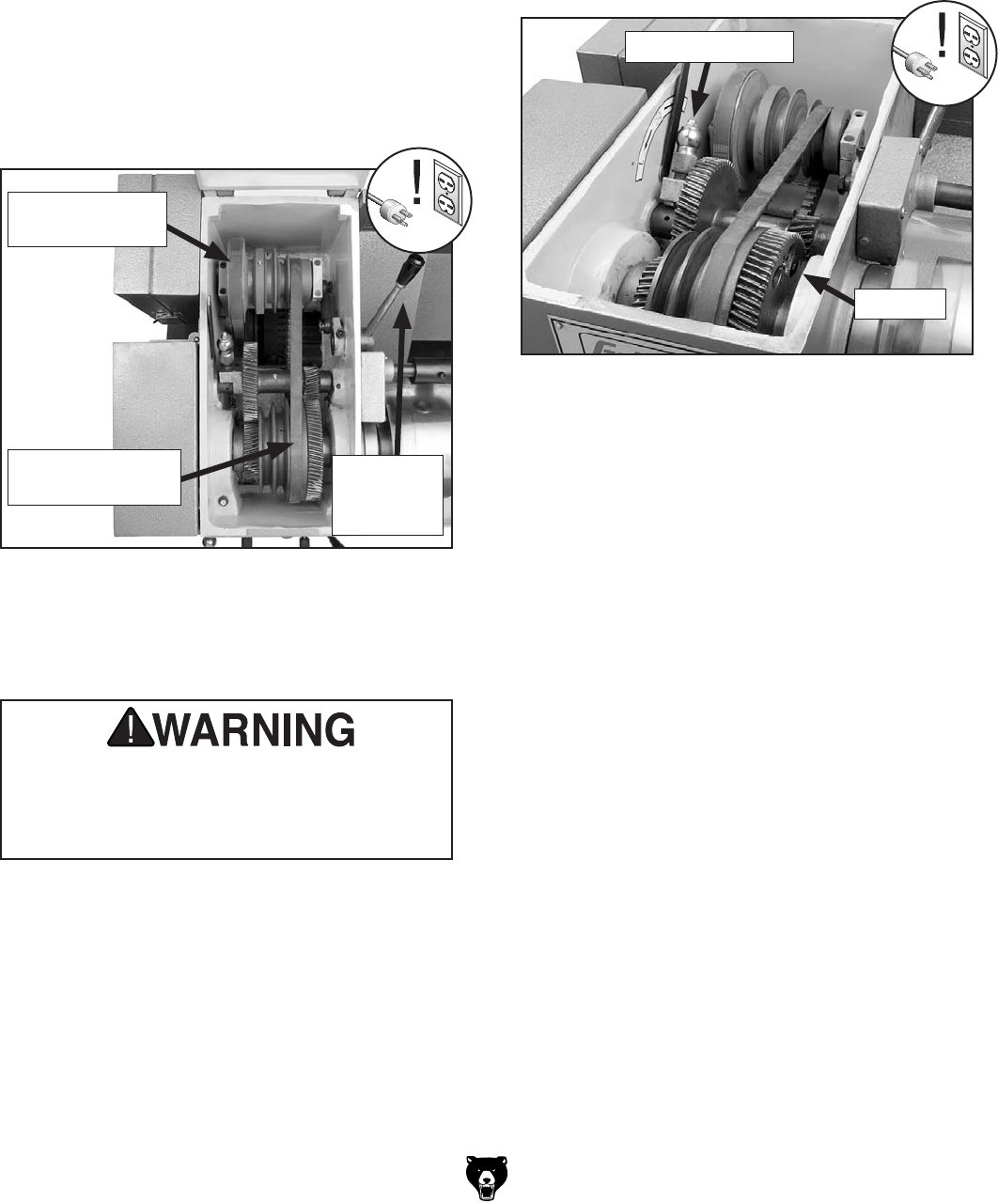
For Example: If you require a spindle speed
of 655 RPM, position the motor V-belt in the
"B" position and the spindle V-belt in the "3"
position, as shown in Figure 50.
Note: In the example above, the back gears
are not engaged.
4. 8adhZ i]Z ]ZVYhidX` XdkZg! i]Zc gZ"iZch^dc
i]Z K"WZaih Wn ejh]^c\ i]Z WZai iZch^dc^c\
aZkZgVaai]ZlVnWVX`#
Always use the correct spindle speed and
feed rate for your lathe operation to avoid
the risk of injury to yourself or others from
ejected workpieces or broken tools.
Figure 50.K"WZaiedh^i^dch#
He^cYaZK"7Zai^c
3Edh^i^dc
BdidgK"7Zai^c
Bedh^i^dc
7Zai
IZch^dc^c\
AZkZg
To engage the back gears:
1. 9>H8DCC:8IA6I=:;GDBEDL:G
2. Ejaadjii]ZadX`e^ch]dlc^cFigure 51!VcY
gdiViZ^i.%hdi]Vi^ihiVnh^ci]Zdjiedh^"
i^dc#
Figure 51.7VX`\ZVgaZkZgVcYadX`e^c#
AdX`E^c
7VX`<ZVgAZkZg
3. Ejaa i]Z WVX`\ZVg aZkZg [dglVgY idZc\V\Z
i]ZWVX`\ZVghl^i]i]Zhe^cYaZ\ZVgh#
Note: It may be necessary to jog the spindle
by hand to properly mesh the gears.
To disengage the back gears:
1. 9>H8DCC:8IA6I=:;GDBEDL:G
2. Ejh]i]ZWVX`\ZVgaZkZgWVX`idY^hZc\V\Z
i]ZWVX`\ZVgh[gdbi]Zhe^cYaZ\ZVgh#
3. GdiViZ i]Z adX` e^c .%! i]Zc gdiViZ i]Z
he^cYaZ\ZVgjci^ai]ZadX`e^chha^eh^cidi]Z
^cYZcidci]ZejaaZn#
4. BdkZi]Zhe^cYaZWVX`VcY[dgi]Wn]VcYid
bV`ZhjgZi]ZadX`e^c^hhZXjgZanhZViZY^c
i]ZejaaZn#