



















-20-
G9743 7" x 12" Metal-Cutting Bandsaw
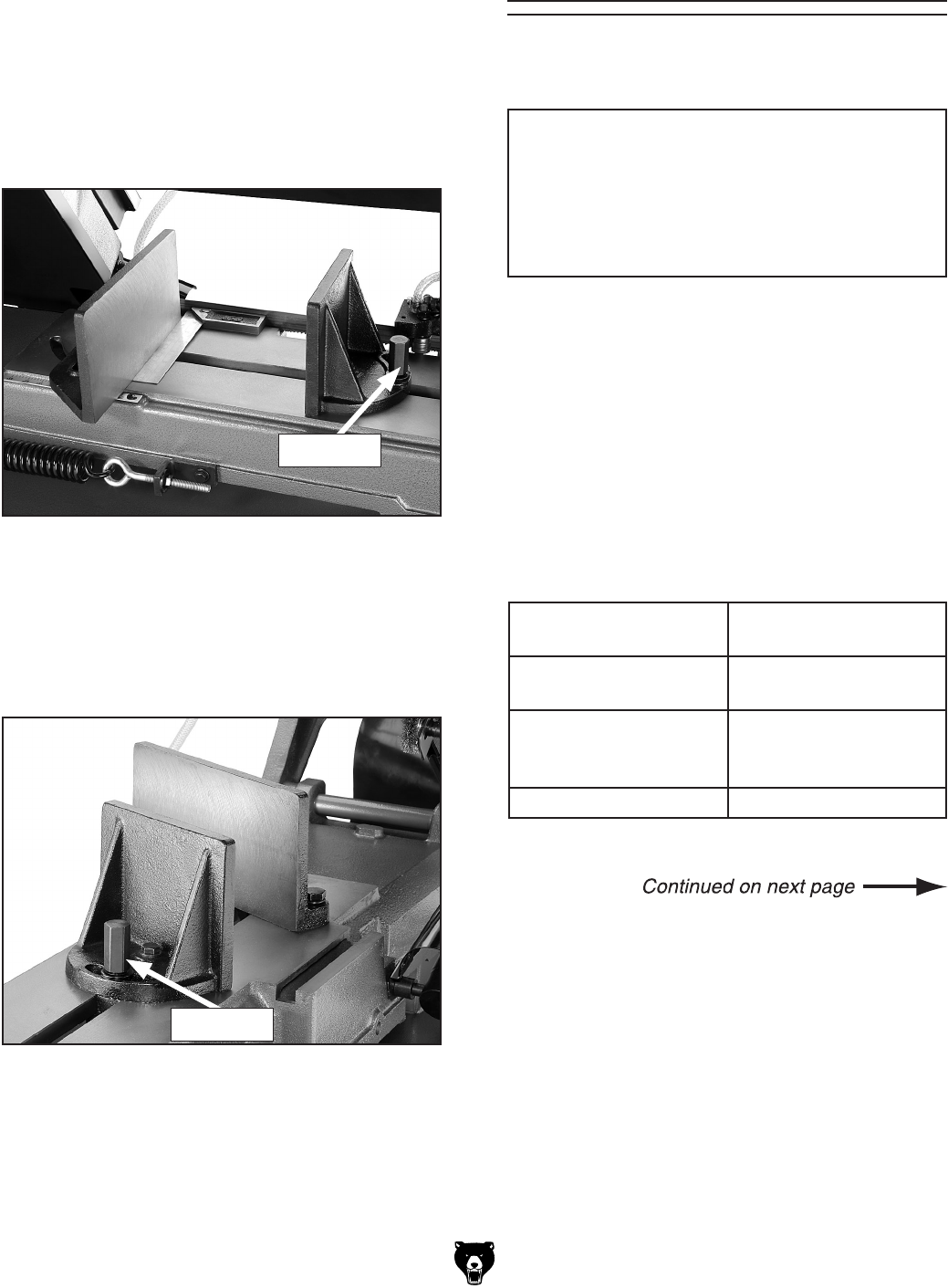
Figure 14. Vise jaw lock-nut.
4. Loosen the lock nut in Figure 14 on the
opposite jaw so the jaw can float, and match
the angle of the workpiece.
5. Tighten the vise against the workpiece.
Figure 13. Squaring vise to blade.
To adjust the angle on the vise:
1. Loosen the lock nut with a
3
⁄4" hex wrench.
2. Use the scale as a guide to set your angle or
use a machinist square to square the vise to
the blade as shown in
Figure 13.
3. Tighten the lock nut.
Blade Speed
To change blade speeds:
1. TURN THE BANDSAW OFF AND ALLOW IT
TO COME TO A COMPLETE STOP
.
2. Determine the best speed for your cut. The
ta
ble in Figure 15 is provided as a rough
guideline. Material thickness, type of blade
used and if cutting fluid is used, will factor
into the correct speed selection. As a general
rule, add 15% when using cutting fluid.
Material Feet Per Minute
(FPM)
Tool, Stainless, &
Alloy Steels, Cast Iron
148
Medium to High
Carbon Steels, Iron,
Hard Brass or Bronze
216
Aluminum and Plastics
282
Figure 15. Blade speed table.
NOTICE
DO NOT change speeds when the motor is
running. Wait for the bandsaw to come to a
complete stop or you will damage the gears
and you will void your warranty.
The Model G9743 has these three blade speeds:
148, 216, and 282 FPM.
Lock Nut
Lock Nut