



















OM-927 Page 22
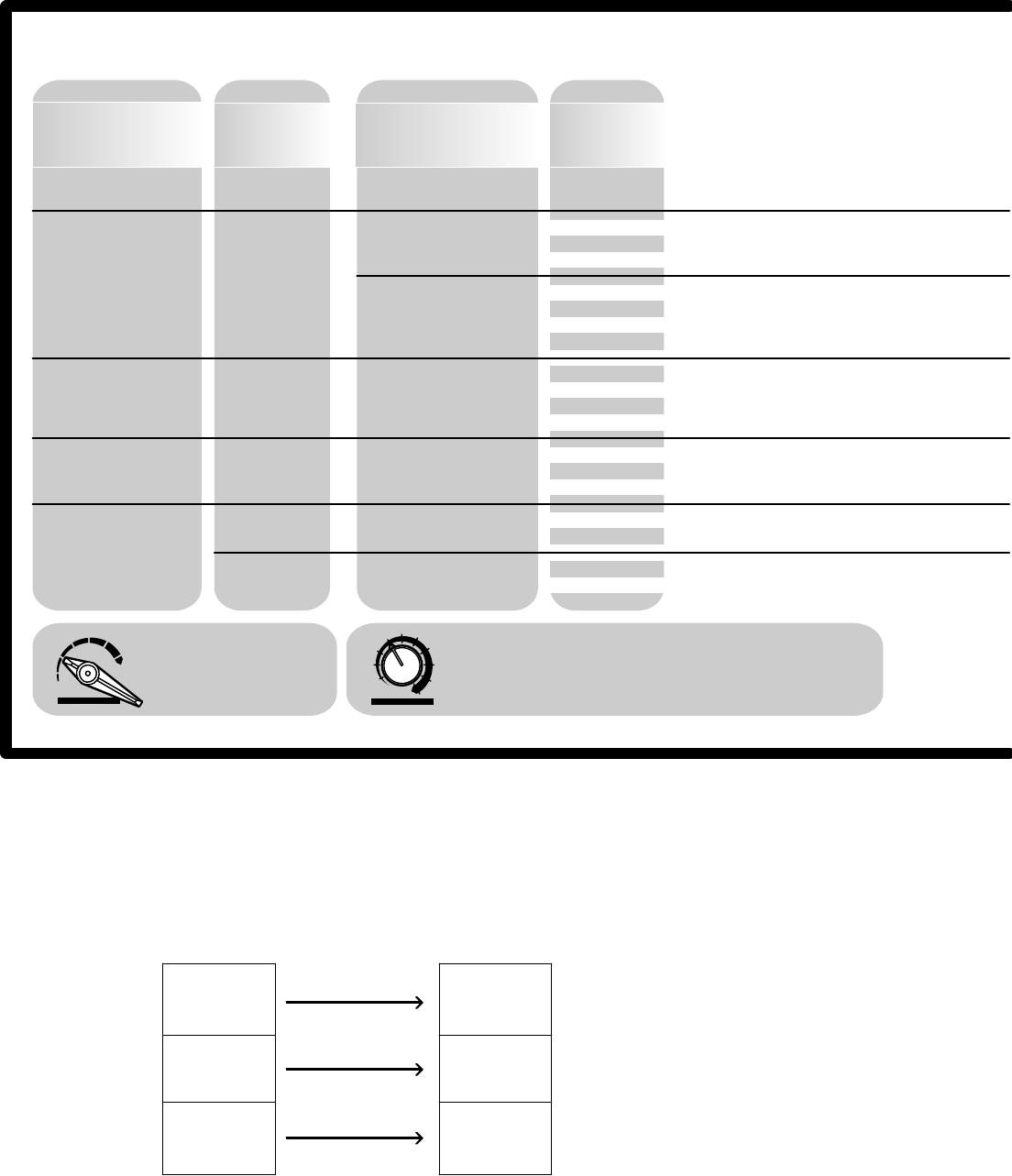
4-2. Weld Parameters
Input Line
Voltage
Parameter
Chart Settings
Higher
e.g. 240
Volts AC
230 Volts AC
Lower
e.g. 218
Volts AC
Weld Will Be
Hotter
Lower Settings
Use Parameter
Chart Inside
Door
Weld Will Be
Colder
Raise Settings
Steel
Steel– for outdoor,
windy applications or
when weld appearance
is not critical.
Stainless steel
Aluminum−with
Optional Hobart
3035−20
Spool Gun
Solid (or hard)
ER70S−6
Fluxcore
E71T−GS
Stainless steel
ER 308
Aluminum
4043 AL
Aluminum
5356 AL
No shielding gas
100% Ar, 20 cfh
100% Ar, 20 cfh
.023”(0.6 mm)
.030”(0.8 mm)
.035”(0.9 mm)
.023”(0.6 mm)
.030”(0.8 mm)
.035”(0.9 mm)
.030”(0.8 mm)
.035”(0.9 mm)
.045”(1.1 mm)
.023”(0.6 mm)
.030”(0.8 mm)
.035”(0.9 mm)
.030”(0.8 mm)
.035”(0.9 mm)
.030”(0.8 mm)
.035”(0.9 mm)
Selecting Wire, Gas and Control Settings
10
20
30
40
50
60
70
80
90
WIRE SPEED
VOLTAGE
1
2
3
4
5
6
CAUTION! Do not change
Voltage switch position
while welding.
What Material
Suggested
Wire Types
Suggested
Shielding Gases
and Flow Rate
Wire Sizes
(Diameter)are You Welding?
required
Tri-Mix 20 cfh
(90% He/7.5% Ar/
2.5% CO
2
)
75% Ar/25% CO
2
, 20
cfh (Ar/CO
2
, produces
less spatter − better
overall appearance
100% CO
2
, 20 cfh
Wire Speed listed is a starting value only − Wire Speed
setting can be fine−tuned while welding. Wire Speed
also depends on other variables, such as stick out, travel
speed, weld angle, cleaniness of metal, etc.